
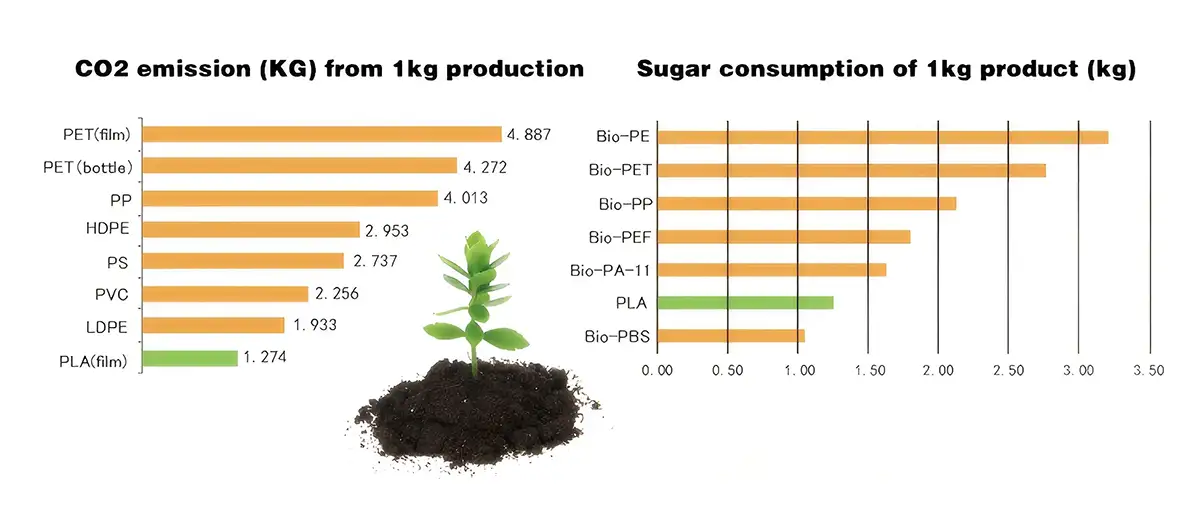
Polylactic Acid (PLA) has become a cornerstone material in 3D printing, packaging, and biomedical applications due to its unique properties and environmental benefits. As a biodegradable thermoplastic derived from renewable resources like corn starch and sugarcane, PLA offers a more sustainable alternative to petroleum-based plastics.
Understanding PLA melting point is the key to unlocking its full potential for efficiency and profitability. Think of this as a friendly chat to make sure you’re getting the absolute best performance from your polymer resin.

Core Concepts: It's Not Just One "Melting Point"
One of the most frequent mix-ups we see with PLA is confusing its different temperature thresholds. Getting this right is the first step to reducing waste and ensuring your final product performs exactly as specified. There are three numbers you need to know:
This is the temperature where PLA starts to soften. It’s not melting, but it’s losing its rigidity and becoming rubbery.
This is the true service temperature limit for any part under load. If your final product needs to withstand temperatures at or above this, it will deform. Knowing this prevents costly failures and returns down the line.
This is the point where PLA truly becomes a liquid.
PLA doesn’t have a single, precise melting point but rather a melting point range. Standard PLA typically melts between 150°C and 180°C (302°F and 356°F), with most commercial formulations melting around 170-175°C (338-347°F). This range can vary based on the specific molecular weight, crystallinity, and additives present in the PLA formulation.
Processing Temperature: ~180-230°C (356-446°F)
This is the actual “working” temperature you’ll set on your machinery (like a 3D printer extruder or an injection molder). It needs to be well above the melting point to ensure the PLA flows smoothly and consistently.
Dialing in this temperature is critical for production efficiency. The right setting ensures strong, reliable parts, while the wrong one leads to defects and wasted material. A consistent, high-quality resin from a trusted supplier will have a predictable processing window, making this step much easier.
PLA Melting Point VS Other Common Plastics

| Plastic Type | Melting Point Range | Glass Transition Temperature | Common Applications |
| PLA (Polylactic Acid) | 150-180°C (302-356°F) | 55-65°C (131-149°F) | 3D printing, food packaging, biomedical implants |
| ABS (Acrylonitrile Butadiene Styrene) | 210-240°C (410-464°F) | 105°C (221°F) | Automotive parts, electronic housings, toys |
| PETG (Polyethylene Terephthalate Glycol) | 230-250°C (446-482°F) | 80°C (176°F) | Food containers, medical devices, signage |
| Nylon (Polyamide) | 220-265°C (428-509°F) | 47-60°C (117-140°F) | Mechanical parts, textiles, industrial components |
| TPU (Thermoplastic Polyurethane) | 180-220°C (356-428°F) | -50 to -30°C (-58 to -22°F) | Flexible parts, phone cases, shoe soles |
As shown in the table, PLA temperature is a lower compared to many other common thermoplastics. This lower melting temperature makes PLA easier to process and more energy-efficient to manufacture, but also limits its use in high-temperature applications.
Factors Affecting PLA Melting Point
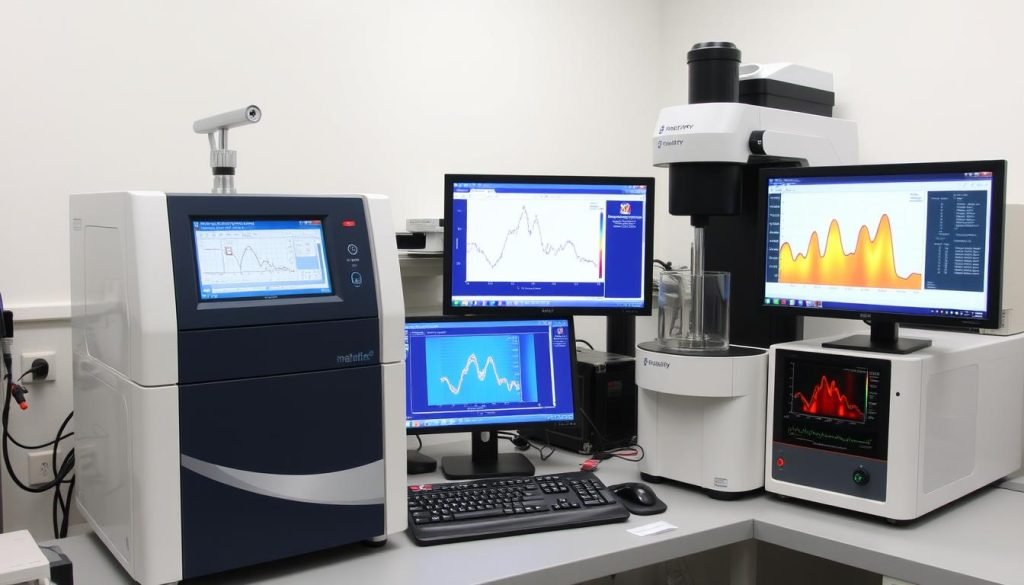
Differential Scanning Calorimetry (DSC) is widely used to characterize the thermal properties of PLA, particularly its melting behavior. However, the melting point of PLA is not a fixed value; rather, it varies based on several structural, compositional, and processing factors. Understanding these factors is critical for tailoring PLA for specific applications.
Crystallinity and Molecular Structure
PLA is a semi-crystalline aliphatic polyester, comprising both amorphous and crystalline regions. The degree of crystallinity has a pronounced effect on its thermal transitions:
- Higher crystallinity increases the melting point and sharpens the melting endotherm, often observed in the range of 165–180°C.
- Lower crystallinity broadens the melting range and may reduce the peak melting temperature to around 150–160°C.
Several molecular-level factors contribute to crystallinity:
- Molecular Weight: High-molecular-weight PLA (e.g., >100,000 g/mol) typically exhibits slightly higher melting points due to reduced chain mobility, though the effect is modest (typically within 5–10°C).
- Stereochemistry (Isomer Composition): PLA synthesized from pure L-lactide (PLLA) exhibits greater crystallinity and a higher melting point (~170–180°C), while racemic PLA (containing D- and L-lactide) is more amorphous with a lower melting point and even absent clear melting transitions when D-content >10%.
Additives and Polymer Blends

Plasticizers
Additives such as polyethylene glycol (PEG) or citrate esters lower the glass transition and melting temperatures by increasing chain mobility. These can reduce the melting point by 10–30°C, depending on concentration and compatibility.
Nucleating Agents
Compounds such as talc, calcium carbonate, or organic salts act as seeds for crystal formation, enhancing crystallinity. This often raises the melting point by 5–15°C and results in a narrower and more reproducible melting peak.
Fillers and Reinforcements
Materials like glass fibers, carbon fibers, or nanoclays influence crystallization kinetics and thermal conductivity. Some fillers (e.g., talc) can promote nucleation, whereas others may disrupt crystal formation depending on interfacial compatibility.
Thermal and Processing History
The processing history of PLA plays a critical role in determining its final crystalline structure and, consequently, its melting behavior. Thermal treatment and mechanical deformation can either enhance or hinder crystallization, depending on the specific conditions applied.
Thermal Cycling and Reprocessing
Multiple heating and cooling cycles—commonly encountered during extrusion, injection molding, or recycling—can lead to molecular degradation, chain scission, and a reduction in molecular weight. These changes may lower the melting point and reduce crystallinity. Furthermore, each cycle can modify the crystalline morphology, causing broadening of the melting peak and a decrease in thermal stability.
Annealing Treatments
Annealing refers to holding PLA at a temperature between its glass transition temperature (Tg ≈ 55–65°C) and its melting point (Tm ≈ 160–180°C), often in the range of 80–130°C. This thermal treatment promotes chain mobility in the amorphous regions, allowing the rearrangement of polymer chains into more ordered crystalline domains. As a result, annealed PLA typically exhibits:
- Increased degree of crystallinity
- Sharper and more pronounced melting peaks
- Elevated melting point (typically by 10–20°C)
This process is widely used to improve the heat resistance and dimensional stability of PLA parts, particularly in thermoforming and 3D printing applications.
Cooling Rate During Solidification
Notably, controlled cooling profiles are used in additive manufacturing (e.g., FDM 3D printing) to tune part crystallinity and reduce warping or shrinkage. The rate at which PLA is cooled from the melt significantly affects its crystalline structure:
- Rapid cooling (e.g., quenching or fast injection molding) suppresses crystallization, producing an amorphous or low-crystallinity structure with a lower and broader melting transition.
- Slow cooling or isothermal crystallization allows sufficient time for crystal growth, resulting in higher crystallinity and a more defined melting point.
Mechanical Deformation and Molecular Orientation
During processes such as film blowing, fiber spinning, or uniaxial/biaxial stretching, PLA chains can be oriented along specific directions. This molecular orientation enhances packing efficiency and can act as a precursor to crystallization. When followed by thermal treatment, oriented PLA tends to crystallize more readily, leading to:
- Higher crystalline content
- Narrower melting peaks
- Increased melting temperatures (typically by 5–15°C, depending on draw ratio and orientation temperature)
Moisture and Hydrolytic Effects During Processing
PLA is sensitive to moisture, especially at elevated temperatures. If not properly dried before melt processing, hydrolytic degradation can occur, reducing molecular weight and altering crystallization behavior. Lower molecular weight PLA generally exhibits:
- Decreased melting temperature
- Reduced thermal and mechanical stability
Therefore, pre-drying PLA (typically at 40–60°C for 4–6 hours) is essential for maintaining reproducible thermal properties.
For example, PLA that has been annealed (held at a temperature between its glass transition and melting point) can develop higher crystallinity, resulting in a higher and more sharply defined melting point in subsequent heating.
Applications and Practical Implications of PLA Melting Point
The melting point of PLA directly influences its suitability for various applications and how it should be processed. The key to successfully working with PLA is finding the optimal thermal window: temperatures must be high enough to ensure smooth, consistent flow for molding or extrusion, but low enough to prevent thermal degradation. Exceeding this window can break down the polymer chains, reducing molecular weight and compromising the final part’s strength, appearance, and (in biomedical uses) its predictable degradation. The following sections explore how this fundamental principle applies in 3D printing, packaging, and biomedical fields.
3D Printing Applications

In 3D printing, PLA print temperature determines the optimal extrusion temperature settings:
- Nozzle temp for PLA: This is your primary control. Starting around 200-210°C is a safe bet for most standard PLA resins. A temperature that’s too low will cause poor flow and weak parts. Too high, and the material can degrade, becoming brittle and discolored. Running a “temperature tower” calibration test on each new batch of material is a small time investment that pays huge dividends in reduced waste.
- Heated Bed Temperature (for 3D Printing): Setting your build plate to 50-65°C (just at or below Tg) keeps the base of the part stable and prevents it from warping away from the surface, a major cause of failed prints.
- Cooling requirements: PLA benefits from active cooling after extrusion to quickly solidify and maintain dimensional accuracy
- Layer adhesion: Proper temperature settings ensure good bonding between layers without material degradation
Pro Tip: For optimal 3D printing results with PLA, start with an extrusion temperature of 200°C and adjust in 5°C increments based on print quality. Too low a temperature causes poor layer adhesion, while too high a temperature can lead to stringing and material degradation.
Packaging Applications

Polylactic acid (PLA) is widely used in food and consumer product packaging, where its relatively low melting point is both a strength and a limitation. The material’s melting range (~150–180°C), along with its glass transition temperature (~55–65°C), has direct implications for processing and end-use performance:
Thermoforming and Film Extrusion
PLA processability makes it ideal for thermoforming, where heated sheets are molded into trays, cups, and containers. Its low melt viscosity enables smooth flow at relatively low temperatures (170–190°C), reducing energy consumption compared to fossil-based plastics like PET.
However, because of its low thermal distortion temperature (often <60°C), PLA packaging is not ideal for hot-fill applications or microwavable containers unless modified or blended with heat-resistant additives or copolymers.
Transparency and Gloss
PLA ability to crystallize slowly under normal processing conditions allows for the production of highly transparent films when cooled rapidly, making it an excellent choice for clear packaging. Its optical clarity, along with a naturally glossy surface, gives PLA a premium appearance in packaging.
Barrier Properties and Thermal Resistance
Unmodified PLA has moderate oxygen barrier performance, but poor moisture resistance and low heat tolerance, limiting its use for long-term or high-temperature storage. To overcome this, industry strategies include:
- Blending with PBAT or other biopolymers for flexibility and sealing
- Coating with materials like EVOH to improve barrier properties
- Annealing formed parts to improve thermal stability and raise the heat deflection temperature by up to 15–20°C
Sustainability and Compostability
PLA low melting point enables industrial composting at 55–70°C, making it a leading candidate for single-use disposable items in regulated environments. However, true biodegradation occurs only under controlled composting conditions—not in home composting or landfill environments—so clear labeling and proper disposal infrastructure are crucial.
Pro Tip: When designing PLA packaging, account for both end-of-life goals (e.g., compostability) and heat exposure during use. For hot food or long-term shelf life, consider blends or laminates to enhance thermal and barrier performance without losing biodegradability.
Biomedical Applications
PLA melting point and thermal behavior are particularly important in biomedical applications, where material stability, sterilizability, and degradation behavior are tightly regulated.
Sterilization and Thermal Stability
Many PLA-based medical devices—such as sutures, tissue scaffolds, or drug-delivery capsules—are sterilized using ethylene oxide (EtO) or gamma irradiation. However, steam sterilization (autoclaving) is not suitable for PLA due to its low melting point and softening behavior above 60°C, which can deform or compromise the device.
Processing for Medical-Grade Devices
For high-precision parts like bioresorbable stents or implantable fixation screws, PLA is often processed using:
- Injection molding (180–200°C)
- Extrusion or solvent casting (for films or porous scaffolds)
- 3D printing with medical-grade PLA (carefully dried and extruded at ~200°C under inert atmosphere to prevent hydrolysis)
These processing conditions must avoid thermal degradation, as the molecular weight of PLA directly affects its in vivo degradation rate and mechanical performance.
Controlled Degradation and Biocompatibility
PLA degradation via hydrolysis into lactic acid is both a feature and a design variable in biomedical use:
- High-crystallinity PLA (e.g., PLLA) degrades slowly, over months to years—suitable for long-term implants
- Amorphous PLA (or PLA blends with D-lactide or glycolide) degrades faster—used for short-term drug release or temporary scaffolds
- Melting point indirectly affects degradation: higher-melting PLA typically has more crystalline structure, reducing water penetration and delaying hydrolysis
Regulatory and Safety Considerations
Because PLA thermal degradation products are non-toxic, it is widely approved by regulatory agencies such as the FDA and EMA for specific biomedical uses. However, processing must strictly control thermal history to avoid generating low-molecular-weight fragments, which could alter degradation profiles.
Pro Tip: In biomedical applications, thermal processing must strike a balance—high enough to achieve melt flow and precision, but low enough to preserve molecular integrity. Pre-drying and inert-atmosphere processing are essential for avoiding premature degradation.
Safety and Processing Tips Related to PLA Melting Point
Working with PLA at or near its melting point requires careful attention to safety and processing protocols to ensure both operator safety and high-quality results. Understanding these factors is essential for anyone from a hobbyist to an industrial processor.
Avoiding Thermal Degradation
Exposing PLA to excessive temperatures or holding it at melt temperature for too long will initiate thermal degradation, a process that chemically alters the polymer and ruins its properties.
Optimal Processing Window: For most standard PLA grades, the ideal processing temperature is between 190°C and 220°C.
Maximum Safe Temperature: It is critical to keep processing temperatures below 230°C. Above this, degradation accelerates rapidly. In industrial settings, the melt should never exceed 240°C.
Residence Time: This is the duration the polymer spends inside the heated barrel of an extruder or injection molding machine. Minimize this time. Long residence times, even at “safe” temperatures, can lead to a cumulative breakdown of the material. If a machine is paused, it’s often best to purge the molten PLA rather than letting it “cook.”
Signs of Degradation: Be vigilant for these tell-tale signs:
- Discoloration: The material turns from its natural color to yellow and eventually a dark brown.
- Brittleness: The final part becomes weak and fragile, losing its characteristic toughness. This is due to a reduction in the polymer’s molecular weight.
- Off-gassing and Odor: A distinct, acrid, or sweet-but-unpleasant smell indicates the release of degradation byproducts.
- Process Instability: You may notice inconsistent extrusion, stringing, or nozzle blockages as the material’s viscosity changes.
Degradation Products: When overheated, PLA breaks down into its constituent parts and other volatile compounds. These can include:
- Lactide: The cyclic monomer from which PLA is made.
- Acetaldehyde and Formaldehyde: Trace amounts of these potentially irritating volatile organic compounds (VOCs).
- Carbon Monoxide: Can be generated during severe, high-temperature degradation, especially with restricted airflow.
Ventilation and Air Quality Requirements
While PLA is synthesized from renewable resources and is one of the safest thermoplastics, heating any polymer releases emissions that should be managed.
General Ventilation: Always process PLA in a room with good ambient airflow. Opening a window or using a fan to circulate air is a minimum precaution for hobbyist setups.
Active Local Exhaust Ventilation (LEV): For commercial operations, or if running multiple 3D printers, an active ventilation system is strongly recommended. This involves using a fume extractor or an enclosure ducted to the outside.
Fume Composition: When heated, PLA primarily releases Ultrafine Particles (UFPs) and, to a lesser extent, Volatile Organic Compounds (VOCs).
- UFPs: These are microscopic airborne particles that can be inhaled. While PLA UFPs are less toxic than those from materials like ABS, prolonged exposure can still be an irritant to the respiratory system.
- VOCs: The main VOC released by PLA at standard printing temperatures is lactide, which has low toxicity. However, proper ventilation mitigates any potential risk.
Enclosures and Filtration: For 3D printing, using an enclosure is best practice. A simple enclosure traps UFPs, while one equipped with a HEPA filter (to capture particles) and an activated carbon filter (to adsorb VOCs) provides excellent air quality control.
Warning: Never assume a material is “safe” to heat without precautions. The consensus is that while PLA emissions are significantly less hazardous than plastics like ABS or Styrene, you should always work in a well-ventilated area to minimize inhalation of any processing fumes.
Practical Processing Tips
A successful outcome depends on carefully controlling the material’s state before, during, and after it reaches its melting point.
Drying Before Processing
PLA is hygroscopic and absorbs moisture from the air. Moisture in PLA can cause processing issues when the material reaches its melting point, as the water turns to steam and creates bubbles or voids. Dry PLA at 45-60°C for 4-8 hours before processing for best results.
Controlled Cooling
The cooling rate after melting affects crystallinity and final properties. Rapid cooling produces more amorphous structures, while slow cooling promotes crystallization. Control cooling rates based on desired properties – faster cooling for transparency and slower cooling for improved heat resistance.
Temperature Calibration
Regularly calibrate processing equipment to ensure accurate temperature readings. Actual melt temperatures can differ from set temperatures due to sensor placement, environmental conditions, and equipment variations. Use external temperature measurement tools periodically to verify accuracy.
Material-Specific Adjustments
Different PLA formulations may require specific temperature adjustments. PLA blends, composites, or filaments with additives often have modified melting behaviors. Always check manufacturer recommendations and be prepared to adjust processing temperatures based on the specific material being used.
Reliable Supply of Branded PLA Pellets
Say goodbye to long lead times and supply chain uncertainty. We maintain a ready inventory of top-tier PLA grades to ensure you get the materials you need, when you need them.
Frequently Asked Questions About PLA Melting Point
Can PLA melt in sunlight or inside a hot car?
PLA won’t fully melt in sunlight or in a hot car, but it can deform significantly. While PLA melting point is 150-180°C, its glass transition temperature is only 55-65°C. Interior car temperatures on hot days can reach 70-80°C, exceeding PLA glass transition temperature and causing printed parts to warp, droop, or lose their shape without fully melting. For this reason, PLA is not recommended for items that will be stored in cars or exposed to direct sunlight for extended periods.
How does moisture affect PLA melting behavior?
Moisture significantly impacts how PLA behaves when heated to its melting point. As a hygroscopic material, PLA absorbs moisture from the air. When wet PLA is heated, the absorbed water turns to steam, causing several issues:
- Bubbling and popping during extrusion
- Reduced mechanical properties in the final part
- Inconsistent flow and potential nozzle clogs in 3D printing
- Hydrolysis reactions that break down the polymer chains
To avoid these problems, dry PLA before processing it at high temperatures. Proper drying typically involves heating the material to 45-60°C for 4-8 hours in a dedicated filament dryer, food dehydrator, or oven with precise temperature control.
Is the melting point of PLA+ different from standard PLA?
Yes, PLA+ (also called PLA Plus or Enhanced PLA) typically has a slightly different melting point range compared to standard PLA. PLA+ is a modified formulation with additives that improve mechanical properties and heat resistance. The melting point of PLA+ is usually in the range of 170-190°C, which is slightly higher than standard PLA (150-180°C). This higher melting point contributes to PLA+’s improved heat resistance and mechanical properties. When 3D printing with PLA+, the recommended extrusion temperature is typically 10-15°C higher than standard PLA, usually between 205-230°C.
Can I increase the heat resistance of PLA parts after printing?
Yes, you can increase the heat resistance of PLA parts through a process called annealing. Annealing involves heating the printed part to a temperature between its glass transition temperature and melting point (typically 80-110°C) for a period of time (usually 30-60 minutes), then allowing it to cool slowly. This process increases crystallinity in the PLA, which raises its heat deflection temperature and improves resistance to deformation at higher temperatures.
Important considerations for annealing PLA:
- Parts will shrink slightly in the X and Y directions (typically 2-3%) and expand in the Z direction
- Design parts with annealing shrinkage in mind if precise dimensions are required
- Use a temperature-controlled environment like an oven with accurate temperature control
- Support complex geometries during annealing to prevent warping
Annealed PLA parts can withstand temperatures 20-30°C higher than non-annealed parts before deforming.
How is PLA melting point measured scientifically?
The melting point of PLA is typically measured using Differential Scanning Calorimetry (DSC), a thermal analysis technique that measures the difference in heat flow between a sample and a reference as they are heated at a controlled rate. During a DSC test of PLA:
- A small sample of PLA (5-10 mg) is placed in a sealed pan
- The sample is heated at a controlled rate (typically 10°C/min)
- The heat flow is measured and plotted against temperature
- The melting point appears as an endothermic peak on the DSC curve
- The peak temperature represents the melting point
DSC can also reveal other thermal transitions, such as the glass transition temperature and crystallization behavior. For semi-crystalline polymers like PLA, the melting endotherm (peak) provides information about the degree of crystallinity and the distribution of crystal sizes in the material.
The Importance of Understanding PLA Melting Point
In the end, understanding PLA melting point is what separates guessing from knowing. That temperature window of 150-180°C is your roadmap for everything—from nailing your printer settings to designing packaging that holds up.
What’s more, knowing how things like additives and crystallinity affect that melting point allows you to choose or even create the perfect PLA for your job. As PLA becomes more popular as a sustainable option, this knowledge helps everyone get better, more reliable results.

