Achieving an optimal balance between structural integrity and density remains a primary challenge in technical 3D printing. LW-PLA (Lightweight PLA) addresses this by utilizing active foaming technology, a pivotal advancement for applications where mass is a critical constraint, such as RC aviation and precision architectural modeling. Central to its performance is a heat-triggered expansion mechanism that allows the material to increase its volume by up to 300% during extrusion, effectively reducing part weight without compromising geometry. This guide examines the technical nuances of LW-PLA pellets, providing the essential calibration insights and processing parameters required to master this high-efficiency thermoplastic.
What Is LW-PLA (Lightweight PLA) ?
LW-PLA is an engineered thermoplastic resin integrating standard Polylactic Acid with thermally triggered blowing agents. During the extrusion phase, these agents undergo a controlled endothermic reaction, fostering a microcellular internal morphology within the printed geometry. This thermal expansion allows the polymer to occupy up to three times its original volume, effectively reducing component mass by as much as 65% compared to conventional PLA.
Unlike dense, monolithic extrusions, the resulting low-density structure maintains functional rigidity through consistent cell nucleation. Achieving these results depends on the synergy between nozzle temperature and flow rate, where a typical expansion factor of 2.3× serves as a reliable benchmark for optimizing the strength-to-weight ratio in lightweight structural applications.
Our LW-PLA is a 3D printing (FDM) dedicated lightweight foaming PLA masterbatch, modified using a foaming process. Filaments made from this masterbatch offer performance comparable to high-quality foamed filaments compatible with Bambu Lab 3D printers, making it particularly well-suited for the 3D printing of lightweight model components like those in RC airplanes and UAV systems.
Explore Our light weight pla Masterbatch Today
Unlock the potential of lightweight 3D printing. Request a technical datasheet, pricing, or start your bulk order now to enhance your next project with high-performance Light Weight PLA.
How LW-PLA Works: Foaming Mechanism Explained

Microscopic view of expanded PLA showing the microcellular foam structure
LW-PLA utilizes a controlled foaming process, where thermal expansion is triggered by the decomposition of integrated blowing agents during extrusion. As the material is heated, inert gases—primarily nitrogen or carbon dioxide—create micro-voids within the polymer matrix, forming a lightweight, cellular structure.
Key Points:
- Expansion Factor: Up to 300% increase in volume, reducing mass by 65%.
- Cellular Structure: Maintains rigidity despite lower density, thanks to uniform cell distribution.
- Processing Temperature: 230-250°C for maximum foaming; 210-220°C for higher strength and density.
Temperature Control and Its Impact on LW PLA
Temperature regulation is critical for controlling the expansion ratio and mechanical properties of LW-PLA. Different temperature ranges affect the foaming and strength of the material:
- Higher Temperature (230-250°C): Maximal expansion and minimal density.
- Medium Temperature (220-230°C): Balanced density and interlayer bonding.
- Lower Temperature (210-220°C): Reduced foaming, higher tensile strength, and semi-gloss finish.
Why Temperature Control Is Critical for LW-PLA
Precise temperature control ensures the desired material properties and dimensional accuracy. As the temperature increases, the blowing agents release more gas, leading to higher expansion and reduced density. Lower temperatures restrict foaming, resulting in a denser material that is stronger but heavier.
LW-PLA vs Competitor Materials: Key Differences
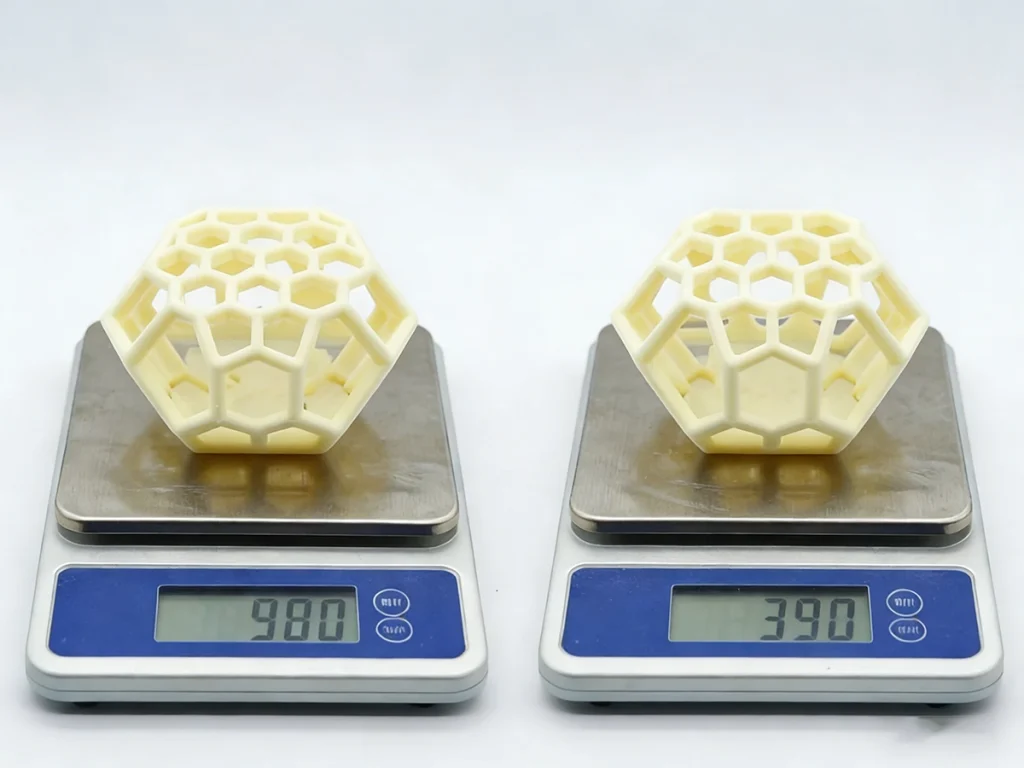
Weight comparison between identical parts printed with standard PLA (left) and Light Weight PLA (right)
Comparison with Standard PLA
| Property | Standard PLA Resin | LW-PLA (Active Foaming) |
| Density | ~1.24 g/cm³ | ~0.45 – 0.85 g/cm³ (Adjustable) |
| Volumetric Efficiency | Baseline (100%) | Up to 270% yield increase per kg |
| Processing Temp | 180°C – 220°C | 210°C – 250°C |
| Surface Morphology | Semi-gloss; visible layers | Matte; diffused layer lines |
| Mechanical Profile | High absolute tensile strength | Optimized strength-to-weight ratio |
| Secondary Processing | Standard Machining | Superior sandability; high CA-bonding affinity |
Distinguishing LW-PLA from standard PLA requires an understanding of the trade-off between absolute mass and specific strength. While standard PLA pellets yield monolithic parts with superior peak load capacity, the microcellular internal matrix of LW-PLA is engineered for weight-critical efficiency. This transition from a solid to a cellular structure not only reduces inertial mass but also enhances post-processing characteristics. The matte, porous surface of LW-PLA provides a superior substrate for chemical bonding agents and coatings, addressing common adhesion challenges found in high-performance prototyping. Consequently, LW-PLA serves as a technical solution for applications where minimizing wing loading or structural deadweight is more critical than raw tensile force.
Comparison with Other Foaming PLA Materials
Performance
Our LW-PLA masterbatch offers up to 65% weight reduction with superior structural integrity. Unlike some competitors’ pla aero solutions, which often suffer from uneven cell distribution, our material ensures consistent microcellular structure, enhancing both strength and weight efficiency.
- Higher Expansion Factor: With an expansion factor up to 2.7× (compared to 2.3× in some competitor products), our LW-PLA provides more printed volume per kilogram, making it more cost-effective for large-scale production.
- Improved Mechanical Performance: Despite its reduced density, our LW-PLA maintains higher tensile strength, thanks to a carefully engineered foaming process that strengthens the cell walls.
Cost Efficiency
While the upfront cost may be higher, the superior expansion and efficient use of material ensure significant savings in the long run, with up to 2.7 times more printed volume per kilogram compared to standard PLA. Our LW-PLA is also easier to process, reducing post-production labor costs.
Sustainability
Made from 100% bio-based PLA, our LW-PLA reduces carbon footprint and offers better biodegradability compared to petroleum-based foamed PLAs from competitors, making it an environmentally-friendly choice for companies focused on sustainability.
What Are the Benefits of Lightweight PLA?

RC airplane model printed with expanded PLA demonstrating practical application in flight
Advantages of LW-PLA
- Mass Reduction & Yield Efficiency:Achieves up to 65% reduction in part density, providing 2.7x more printed volume per kilogram compared to standard PLA.
- Optimized Strength-to-Weight Ratio:Ideal for applications requiring lightweight, high-strength components like RC models and UAV systems.
- Superior Surface Finish:The porous structure ensures better adhesion for coatings and adhesives, providing a smoother, matte finish.
- Functional Insulation:LW-PLA offers better thermal and acoustic properties than standard PLA.
Limitations of LW-PLA
- Lower Tensile Strength:The cellular structure results in reduced peak strength compared to solid PLA.
- Thermal Sensitivity:With a glass transition temperature (Tg) around 55°C, LW-PLA is not suitable for high-temperature environments.
- Printing Challenges:Active foaming agents may cause stringing, requiring careful adjustment of retraction and travel speeds.
- Calibration Sensitivity:Proper temperature and flow-rate settings are essential for achieving dimensional accuracy.
While LW PLA represents a premium investment in raw material chemistry, its ability to minimize structural deadweight provides a decisive technical solution for weight-critical engineering. Navigating its thermal sensitivity is the key to unlocking its full potential in high-performance prototyping.
Scale Your Lightweight Production with Precision lightweight pla Resins
Leverage our specialized foaming formulations for predictable expansion and superior strength-to-weight performance in professional applications.
Common Applications of LW-PLA

Various applications of lightweight pla: RC models, architectural elements, and functional parts
The unique density-modulating capabilities of LW-PLA address specific engineering challenges across high-performance sectors:
Aerospace and UAV Systems
In the professional aeromodelling community and for drone integration, LW-PLA is the primary solution for optimizing aerodynamic efficiency. By drastically reducing wing loading and increasing the power-to-weight ratio, it enables extended flight endurance and superior maneuverability. Single-wall extrusions deliver high-rigidity airframes with minimal inertial mass.
- Aerodynamic wing structures and internal ribs
- Control surfaces and fuselage skins
- Integrated lightweight sensor mounts
Architectural Visualization & Precision Modeling
Architects utilize the material’s microcellular structure to manage the self-weight of expansive, complex geometries. The naturally matte surface provides a professional finish with diffused layer lines, ideal for high-fidelity presentation.
- Large-scale conceptual urban models
- Topographical landscape elements
- Cantilevered structural prototypes and exhibition displays
Technical Props & Ergonomic Wearables
For large-scale prop development, LW-PLA resolves the conflict between volume and user fatigue. Its porous surface offers high affinity for primers and resins, significantly reducing the labor required for post-processing.
- Ergonomic helmets and integrated armor systems
- Over-sized cinematic props requiring structural stability
- Functional wearable accessories
Beyond these sectors, the material is increasingly utilized in educational cross-sections and lightweight protective packaging, where its energy-absorption properties and low density provide a significant performance advantage over standard polymers.
Is LW-PLA a Special Filament or a Special Raw Material?
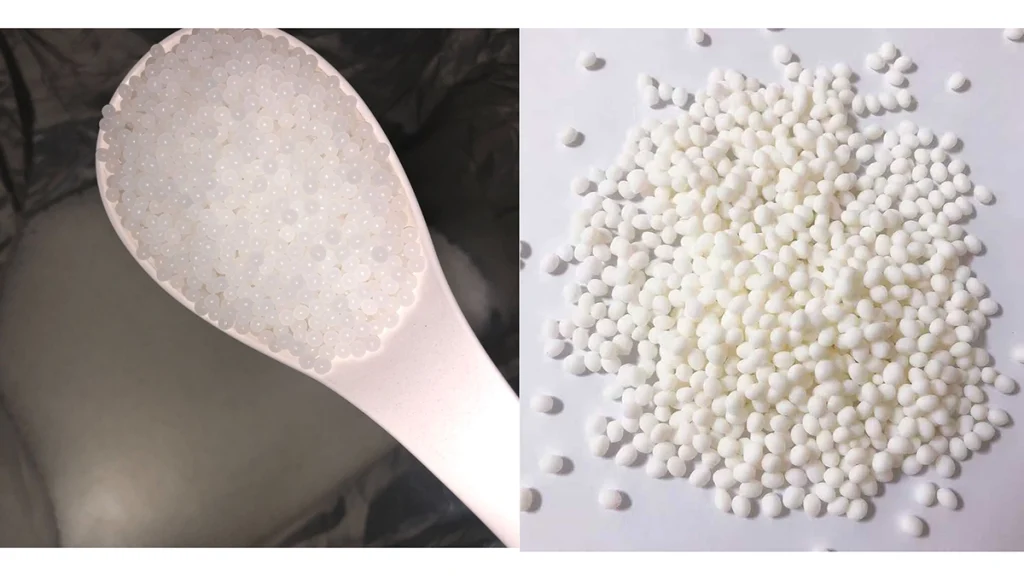
Unprocessed PLA Resin Pellets vs. Processed lightweight pla Masterbatch
The technical distinction of LW PLA lies in its classification as an advanced engineered compound rather than a mere additive-modified filament. Its performance is predicated on the integration of thermally sensitive blowing agents directly into the Polylactic Acid matrix at the pelletization stage. This masterbatching process requires sophisticated polymer rheology expertise to ensure a homogeneous dispersion of active agents. Such precision ensures that the blowing agents remain chemically dormant during initial compounding and filament extrusion, only undergoing controlled decomposition during the final 3D printing phase.
This foundational formulation addresses the critical industry requirement for predictable expansion and batch-to-batch consistency. Unlike general-purpose resins, the internal morphology of LW-PLA is an inherent property of its chemical architecture. Achieving the necessary balance between melt strength and gas retention requires a specific molecular weight distribution that cannot be replicated by post-processing standard PLA. Consequently, the high-efficiency results observed in lightweight structural parts are a direct result of the material’s specialized upstream synthesis.
How We Develop Stable LW-PLA Pellets for Filament Extrusion
The synthesis of high-stability LW PLA pellets requires precise control over the polymer-blowing agent interface to ensure predictable performance during subsequent filament extrusion.

Quality control testing of lightweight pla pellets ensures consistent performance
Formulation Challenges
Developing a reliable pelletized resin involves navigating several thermodynamic and mechanical constraints:
- Thermal Activation Thresholds: Identifying blowing agents with decomposition profiles that align strictly with PLA processing windows.
- Homogenization of Active Compounds: Ensuring uniform dispersion of agents within the PLA matrix to prevent localized gas voids or structural density fluctuations.
- Melt Strength Balancing: Calibrating the polymer rheology to support high expansion rates without compromising the structural integrity of the cell walls.
- Morphological Stability: Maintaining consistent pellet geometry and chemical composition to facilitate uniform feeding in industrial extruders.
Quality Control Measures
Standardized testing regimes are implemented to verify that each batch maintains the necessary technical specifications:
- Thermal Analysis (DSC/TGA): Verifying the precise temperature ranges for chemical activation and gas release.
- Volumetric Expansion Profiling: Evaluating the expansion factor under controlled heat-to-pressure variables.
- Moisture Management: Implementing strict hygroscopic controls to maintain optimal resin dryness.
- Rheological Verification: Testing melt flow consistency to ensure reliable production cycles.
Through iterative refinement and empirical testing, the compounding process optimizes the synergy between material density and printability. This meticulous approach to pellet development ensures that the resulting material provides a consistent, high-yield solution for technical 3D printing applications.
LW PLA Printing Tips

Optimal slicer settings for lightweight pla showing temperature and flow rate adjustments
Optimizing LW PLA performance requires a precise understanding of the correlation between thermal input and volumetric expansion. The following benchmarks serve as a technical baseline for achieving consistent cellular morphology:
Essential LW-PLA Printing Parameters
| Parameter | Recommended Range | Technical Rationale |
| Nozzle Temperature | 210°C – 250°C | Controls active foaming intensity and expansion ratio. |
| Build Plate Temp | 55°C – 60°C | Ensures interfacial adhesion to the build substrate. |
| Extrusion Multiplier | 0.45 – 0.65 | Compensates for thermally induced volumetric expansion. |
| Processing Speed | 30 – 50 mm/s | Allows for uniform heat transfer and bubble nucleation. |
| Retraction Profile | Minimal / Managed | Mitigates pressure fluctuations caused by internal gas release. |
| Thermal Management | 30% – 50% Fan | Balances surface solidification with interlaminar bonding. |
Advanced Printing Strategies
Precise material characterization is essential for unlocking the full weight-saving potential of the resin:
- Thermal Expansion Profiling: Utilize a graduated temperature tower to map the specific expansion-to-temperature curve. This identifies the optimal balance between density reduction and surface definition.
- Vase-Mode Structural Integrity: Single-wall extrusion strategies maximize mass efficiency, leveraging the material’s increased volume to maintain structural rigidity.
- Infill Density Reduction: Given the internal cellular support provided by the foaming mechanism, infill percentages can typically be reduced to 10–15% without compromising functional strength.
- Hygroscopic Management: Maintain pellets or filament in controlled, low-humidity environments. Moisture absorption can lead to inconsistent gas release and surface irregularities during the extrusion phase.
Conclusion

Completed RC aircraft project showcasing the capabilities of LW PLA
The implementation of LW PLA signifies a technical transition toward highly efficient, mass-optimized additive manufacturing. Mastery of this material—specifically its heat-responsive expansion and microcellular formation—allows for the production of components that meet stringent low-density structural requirements without the typical complexities of advanced polymer processing. By calibrating the synergy between thermal input and volumetric flow, operators can achieve precise weight targets and superior surface characteristics across diverse applications.
The integration of LW PLA into professional production workflows offers more than mere weight reduction; it enhances material yield and simplifies secondary finishing. This combination of high-volumetric efficiency and predictable structural integrity establishes the material as a critical asset for sectors ranging from aerospace prototyping to architectural engineering. As compounding techniques continue to advance, the role of LW PLA as a functional, high-performance thermoplastic will only expand. Leveraging its specialized properties ensures a competitive advantage in any project where minimizing inertial mass remains the primary technical objective.
Enhance Structural Performance with Technical LW PLA Solutions
Access precision-engineered resins designed for predictable expansion and maximum mass efficiency. Download our technical data sheets to integrate lightweight excellence into your production workflow.
Frequently Asked Questions
What is LW-PLA?
LW-PLA is an advanced aero pla resin engineered with active foaming technology. Unlike standard PLA, it integrates thermally triggered blowing agents that expand during the extrusion phase. This allows the material to increase its volume by up to 300%, effectively reducing part weight by as much as 65%.
The resulting microcellular structure maintains functional rigidity while offering several technical advantages:
- Controllable Density: Adjusting nozzle temperature (210°C–250°C) precisely regulates the expansion ratio.
- High Volumetric Yield: One kilogram of this pla aero masterbatch produces nearly 2.7 times the printed volume of conventional PLA.
- Professional Finish: The porous internal matrix naturally diffuses layer lines, creating a matte surface ideal for aeromodelling and precision prototyping.
How much lighter is LW-PLA?
Components printed with LW PLA typically exhibit a mass reduction of 40% to 65% compared to monolithic PLA benchmarks. This reduction is a direct function of the heat-to-volumetric expansion ratio, where higher nozzle temperatures accelerate the foaming intensity to achieve minimum density. Final weight is also influenced by flow rate compensation and specific shell geometries.
What is LW-PLA HT?
LW PLA HT (High Temperature) is a specialized co-polyester or modified PLA variant engineered for enhanced thermal stability. It retains the characteristic microcellular advantages of lightweight materials but elevates the glass transition temperature (Tg) to approximately 80–90°C. This thermal resistance makes it a viable technical solution for automotive interiors and outdoor structural models that exceed the ~55°C limit of standard PLA formulations.
Can I use LW-PLA with any 3D printer?
Most industrial and desktop FDM/FFF systems capable of maintaining stable thermal profiles between 210°C and 250°C are compatible with LW PLA. While Bowden-style extruders are functional, direct-drive systems are often preferred for their precise pressure management during the active foaming phase. Reliable results depend on the printer’s ability to maintain consistent thermal equilibrium to ensure uniform gas release.
How should I store LW PLA filament?
LW PLA requires storage in hermetically sealed environments with active desiccant to prevent moisture-induced degradation. The chemical blowing agents are sensitive to hydrolytic activity, which can compromise expansion consistency. If moisture absorption occurs, the material should be dehydrated at 50–55°C for 4–6 hours to restore its original rheological properties.
Is LW PLA more expensive than regular PLA?
While the acquisition cost per kilogram is higher due to specialized chemical compounding, LW PLA offers superior volumetric efficiency. A single unit of weight yields up to 2.7× the volume of standard PLA, effectively lowering the cost-per-part for large-scale geometries. This makes it a cost-effective solution when evaluated on a volume-to-mass economic basis.