Understanding the melting temperature of ABS (Acrylonitrile Butadiene Styrene) is crucial for engineers, manufacturers, and designers working with this versatile thermoplastic. This technical guide provides precise information about ABS thermal properties, including exact temperature ranges, factors affecting melting behavior, and practical implications for various manufacturing processes. Whether you’re involved in 3D printing, injection molding, or product design, this comprehensive analysis will help you optimize your ABS applications.
What is ABS Plastic?
Acrylonitrile Butadiene Styrene (ABS) is a thermoplastic polymer composed of three monomers: acrylonitrile, butadiene, and styrene. Each component contributes specific properties to the final material. Acrylonitrile provides chemical and heat resistance, butadiene offers impact strength and toughness, while styrene contributes rigidity, gloss, and processability.
Looking for technical data or sourcing options?
Common Applications of ABS
Consumer Products
- Electronic device housings
- Household appliances
- Toys (including LEGO® bricks)
- Musical instruments
Industrial Applications
- Automotive components
- Protective headgear
- Medical devices
- Pipe systems
ABS has gained widespread popularity due to its excellent balance of properties: it’s lightweight yet durable, impact-resistant yet processable, and offers good dimensional stability. These characteristics make it suitable for applications requiring both structural integrity and aesthetic appeal.
abs melting temp Range
Unlike crystalline polymers that have a distinct melting point, ABS is an amorphous thermoplastic that softens gradually over a temperature range. This behavior is due to its complex molecular structure and the presence of three different monomers.
Exact Temperature Values
| Property | Value | Notes |
| Melting Range | 220-250°C (428-482°F) | Temperature range for processing in injection molding and 3D printing |
| Glass Transition | 105-115°C (221-239°F) | Temperature at which ABS transitions from rigid to rubbery state |
| Heat Deflection | 85-100°C @ 0.46 MPa | Temperature at which a standard test bar deflects under load |
| Vicat Softening | 100-105°C | Temperature at which a needle penetrates 1mm into the material |
| Maximum Service Temperature | 80-95°C (176-203°F) | Recommended maximum for continuous use |
It’s important to note that ABS doesn’t have a true melting point like crystalline polymers. Instead, it gradually softens as temperature increases. The processing temperature range (220-250°C) represents the temperatures at which ABS achieves optimal flow characteristics for manufacturing processes.
ABS vs. Other Plastics: Melting Temperature Comparison
Understanding how ABS compares to other common thermoplastics helps engineers select the appropriate material for specific temperature requirements.
| Material | Processing Temp. | Glass Transition (Tg) | Heat Deflection Temp. (HDT) | Relative Cost |
|---|---|---|---|---|
| ABS | 220–250 °C (428–482 ℉) | 105–115 °C (221–239 ℉) | 85–100 °C (185–212 ℉) | Medium |
| PLA | 180–220 °C (356–428 ℉) | 60–65 °C (140–149 ℉) | 55–60 °C (131–140 ℉) | Low |
| PETG | 230–250 °C (446–482 ℉) | 80–85 °C (176–185 ℉) | 70–80 °C (158–176 ℉) | Medium |
| Polycarbonate | 260–310 °C (500–590 ℉) | 145–150 °C (293–302 ℉) | 130–140 °C (266–284 ℉) | High |
| Nylon (PA6) | 240–280 °C (464–536 ℉) | 47–60 °C (117–140 ℉) | 75–95 °C (167–203 ℉) | Medium-High |
| PEEK | 360–400 °C (680–752 ℉) | 143 °C (289 ℉) | 160–170 °C (320–338 ℉) | Very High |
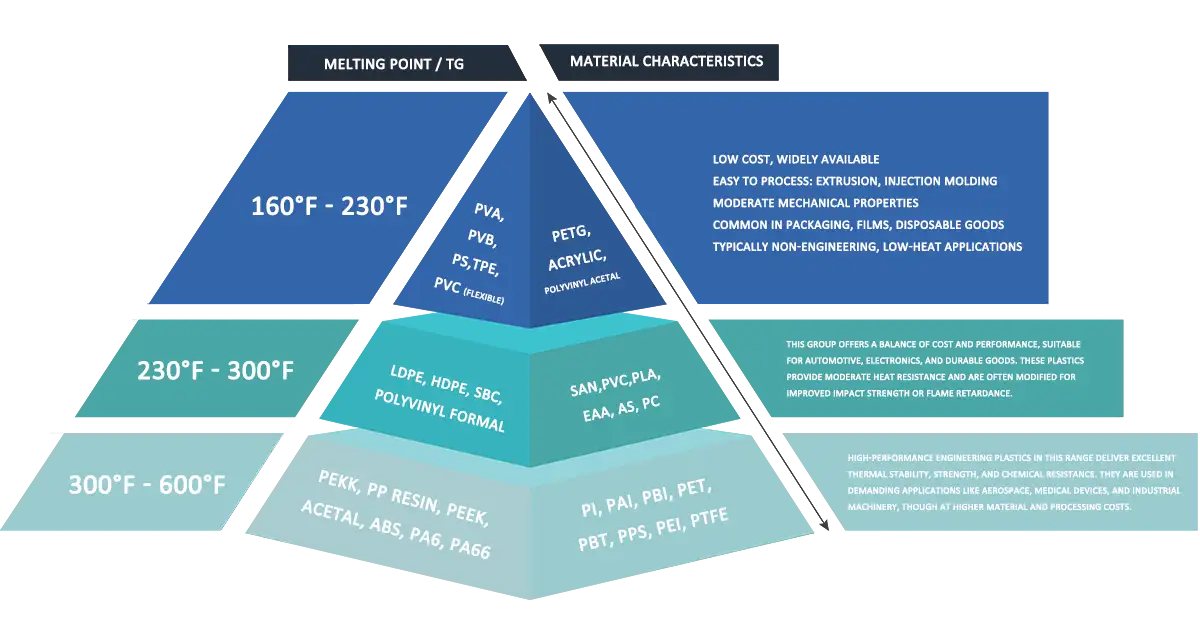
Comparative processing temperature ranges for common thermoplastics
ABS occupies a middle ground in terms of thermal properties among common thermoplastics. It offers better heat resistance than PLA but cannot withstand the high temperatures that engineering plastics like PC or PEEK can handle. This makes ABS suitable for applications with moderate temperature requirements while remaining cost-effective.
Factors Affecting abs melting point
Several factors can influence the melting behavior and thermal properties of ABS plastic. Understanding these variables helps optimize processing parameters and predict material performance.
Polymer Composition
The ratio of acrylonitrile, butadiene, and styrene significantly impacts thermal properties:
- Acrylonitrile content (15-35%): Higher percentages increase heat resistance and chemical stability
- Butadiene content (5-30%): Affects impact resistance but can reduce thermal stability
- Styrene content (40-60%): Influences processability and surface finish
Additives and Modifiers
Various additives can alter the thermal behavior of ABS:
Stabilizers
- Antioxidants prevent degradation at high temperatures
- UV stabilizers improve outdoor durability
- Heat stabilizers increase maximum service temperature
Other Additives
- Flame retardants (may increase or decrease thermal properties)
- Plasticizers (generally lower glass transition temperature)
- Fillers like glass fiber (increase heat deflection temperature)
Molecular Weight and Structure
The molecular weight distribution of ABS affects its thermal properties:
- Higher molecular weight typically increases heat resistance
- More uniform molecular weight distribution improves processing consistency
- Chain branching can affect flow behavior at processing temperatures
Processing History
Previous thermal exposure can alter ABS properties:
- Multiple heating cycles may degrade the polymer and reduce thermal stability
- Cooling rate affects internal stress and subsequent thermal performance
- Orientation of polymer chains during processing influences directional thermal properties
abs melt temp in 3D Printing
3D printing with ABS requires careful temperature management to achieve optimal results. The FDM (Fused Deposition Modeling) process involves melting and extruding ABS filament to build objects layer by layer.

3D printer extruding ABS filament with optimal temperature settings
Optimal Temperature Settings
| Component | Temperature Range | Optimal Setting | Notes |
| Extruder/Hotend | 220-250°C | 230-240°C | Higher temperatures improve layer adhesion but may cause stringing |
| Build Plate | 95-110°C | 100-105°C | Critical for preventing warping and ensuring first layer adhesion |
| Chamber (if available) | 45-60°C | 50°C | Reduces thermal stress and improves layer bonding |
Common Temperature-Related Issues
Too Low Temperature
- Poor layer adhesion and weak parts
- Incomplete melting causing nozzle clogs
- Rough surface finish
- Difficulty extruding (under-extrusion)
Too High Temperature
- Material degradation and discoloration
- Excessive stringing between parts
- Dimensional inaccuracy
- Increased toxic emissions
For successful ABS 3D printing, an enclosed printing chamber is highly recommended to maintain consistent ambient temperature and prevent drafts. This helps minimize warping and layer separation, which are common issues with ABS due to its thermal expansion characteristics.
ABS Melting Temperature in Injection Molding
Injection molding is one of the most common manufacturing processes for ABS parts. Precise temperature control throughout the process is essential for producing high-quality components.
Processing Temperature Profile
| Zone | Temperature Range | Function |
| Feed Zone | 180-200°C | Initial heating and conveying of material |
| Compression Zone | 200-220°C | Compaction and further heating |
| Metering Zone | 220-240°C | Final melting and homogenization |
| Nozzle | 230-250°C | Material delivery to mold |
| Mold Temperature | 40-80°C | Part formation and cooling |
Critical Temperature Considerations
- Residence time: ABS should not remain at processing temperatures for extended periods to prevent degradation
- Temperature uniformity: Consistent temperature across the melt is crucial for part quality
- Cooling rate: Controlled cooling prevents warping, sink marks, and internal stress
- Mold temperature: Higher mold temperatures improve surface finish but extend cycle time
The optimal processing temperature for injection molding ABS depends on the specific grade, part geometry, and machine characteristics. Manufacturers often perform trials to determine the ideal temperature profile for each application.
Safety Considerations When Heating ABS
Working with ABS at high temperatures presents several safety concerns that should be addressed through proper procedures and equipment.

Toxic Emissions
When heated to processing temperatures (220-250°C), ABS releases potentially harmful substances:
- Styrene monomers (irritant and possible carcinogen)
- Hydrogen cyanide (from acrylonitrile component)
- Butadiene (known carcinogen)
- Carbon monoxide and various volatile organic compounds
Warning: Never heat ABS above 300°C (572°F) as this significantly increases toxic emissions and creates a fire hazard. Always work in a well-ventilated area or use appropriate fume extraction systems.
Recommended Safety Measures
Engineering Controls
- Proper ventilation systems with outside exhaust
- Fume extraction equipment for 3D printers
- Enclosed processing areas
- Temperature monitoring and control systems
Personal Protective Equipment
- Respiratory protection (appropriate for organic vapors)
- Safety glasses or face shield
- Heat-resistant gloves
- Protective clothing
Fire Safety
ABS is combustible and will burn if ignited:
- Flash point: Approximately 400°C (752°F)
- Auto-ignition temperature: Approximately 466°C (870°F)
- Keep appropriate fire extinguishers (Class ABC) nearby
- Implement proper electrical safety for heating equipment
Always follow manufacturer safety guidelines and local regulations when working with heated ABS. Proper training and awareness of potential hazards are essential for safe operation.
ABS Technical Specifications
This comprehensive technical data provides the key thermal and mechanical properties of standard ABS for reference in engineering applications.
| Property | Value |
| Melting Range | 220-250°C (428-482°F) |
| Glass Transition | 105-115°C (221-239°F) |
| Heat Deflection | 85-100°C @ 0.46 MPa |
| Vicat Softening | 100-105°C (212-221°F) |
| Thermal Conductivity | 0.17-0.19 W/(m·K) |
| Specific Heat Capacity | 1300-1500 J/(kg·K) |
| Coefficient of Thermal Expansion | 70-90 × 10⁻⁶/K |
| Density | 1.03-1.07 g/cm³ |
| Tensile Strength | 40-50 MPa |
| Flexural Modulus | 2000-2600 MPa |
| Impact Strength (Izod notched) | 200-400 J/m |
Note that these values represent typical properties for general-purpose ABS. Specialized grades may have modified properties to enhance specific characteristics such as heat resistance, impact strength, or flame retardancy.
Practical Tips for Working with ABS
These recommendations will help you achieve optimal results when processing ABS in various manufacturing applications.
Material Preparation
- Drying: ABS absorbs moisture from the air. Pre-dry at 80-85°C for 2-4 hours before processing
- Storage: Keep in sealed containers with desiccant to prevent moisture absorption
- Regrind usage: Limit recycled ABS to 20-30% of the total material to maintain properties
Temperature Ramping
Gradual temperature changes help prevent thermal shock and material degradation:
- Increase temperature in 10-15°C increments when heating
- Allow sufficient soak time at each temperature step
- Cool gradually to minimize internal stress
Process Optimization
3D Printing
- Use an enclosed printer or draft shield
- Apply ABS slurry or adhesive to build plate
- Print with 100% fan for small details only
- Consider ABS/PC blends for higher heat resistance
Injection Molding
- Optimize gate location to minimize weld lines
- Use adequate venting to prevent air traps
- Implement proper cooling channel design
- Monitor melt temperature with pyrometer
Troubleshooting Temperature Issues
| Issue | Possible Cause | Solution |
| Warping/Curling | Uneven cooling, thermal stress | Increase build plate temperature, use enclosure, add draft shield |
| Brittle Parts | Overheating, material degradation | Reduce processing temperature, minimize residence time at high temperature |
| Poor Layer Adhesion | Insufficient extrusion temperature | Increase hotend temperature by 5-10°C, reduce cooling fan speed |
| Discoloration | Excessive temperature, oxidation | Reduce temperature, minimize exposure to air, use stabilizers |
Frequently Asked Questions
What is the exact melting point of ABS plastic?
ABS doesn’t have a single melting point like crystalline polymers. As an amorphous thermoplastic, it gradually softens over a temperature range. The processing temperature range for ABS is typically 220-250°C (428-482°F), which is where it achieves suitable flow characteristics for manufacturing processes. The glass transition temperature (where it begins to soften) is around 105-115°C (221-239°F).
How does abs melt point compare to PLA for 3D printing?
ABS requires higher processing temperatures than PLA. ABS typically prints at 230-250°C with a heated bed at 95-110°C, while PLA prints at 180-220°C with a bed temperature of 50-60°C. This difference is due to ABS’s higher glass transition temperature (105°C vs. PLA’s 60°C). The higher temperature requirements for ABS make it more challenging to print but result in parts with better heat resistance and durability.
Can I increase the heat resistance of ABS parts?
Yes, there are several ways to enhance the heat resistance of ABS:
- Use ABS blends with higher-temperature polymers like polycarbonate (PC)
- Add glass fiber or mineral fillers to increase heat deflection temperature
- Incorporate heat stabilizers during compounding
- Optimize processing conditions to minimize internal stress
- Anneal parts at temperatures just below the glass transition temperature
For applications requiring significantly higher heat resistance, consider alternative materials like PC, PEEK, or PEI (Ultem).
What happens if ABS is heated above its recommended processing temperature?
Heating ABS above its recommended processing temperature (>250°C) can cause several issues:
- Thermal degradation of the polymer chains, reducing mechanical properties
- Increased emission of potentially harmful volatile compounds
- Yellowing or discoloration of the material
- Bubbling or surface defects in molded parts
- Increased risk of fire hazard
Prolonged exposure to temperatures above 280°C can cause severe degradation and should be avoided.
How does moisture affect the processing temperature of ABS?
Moisture absorbed by ABS can significantly impact its processing behavior. When moisture-laden ABS is heated to processing temperatures, the water turns to steam, causing:
- Splay marks or silver streaks on part surfaces
- Reduced mechanical properties due to hydrolytic degradation
- Inconsistent flow behavior and processing difficulties
- Potential for bubbles or voids in finished parts
To prevent these issues, ABS should be dried at 80-85°C for 2-4 hours before processing. Properly dried ABS will process more consistently at the recommended temperature range.
Ready to Source High-Quality ABS resin?
Whether you’re developing a product, prototyping, or managing a supply chain, we can help you find the right ABS resin grade tailored to your application.
We supply verified ABS materials from trusted sources at competitive trade prices.
Conclusion
Understanding the melting temperature characteristics of ABS is essential for successful manufacturing and application design. As an amorphous thermoplastic, ABS softens gradually over a temperature range rather than melting at a specific point. The processing temperature range of 220-250°C (428-482°F) provides optimal flow characteristics for injection molding and 3D printing, while the glass transition temperature of 105-115°C (221-239°F) marks the point where the material begins to lose rigidity.
The thermal properties of ABS can be modified through composition adjustments, additives, and processing techniques to meet specific application requirements. When working with heated ABS, proper safety precautions are essential to address potential hazards from emissions and fire risks.
By applying the technical information and practical guidelines provided in this guide, engineers and manufacturers can optimize their ABS processing parameters and design applications that fully leverage the material’s balance of properties, including its moderate heat resistance, excellent impact strength, and good processability.
If you have questions about polypropylene or our products, get in touch. You can email us at jerry@salesplastics.com or call +8618657312116. We’re here to help.