Legacy packaging relies heavily on Polyethylene (PE) and PFAS-based barriers, yet these materials now face an existential crisis due to tightening global environmental mandates and microplastic contamination.
Polyhydroxyalkanoates (PHA) have emerged as the definitive successor, offering a molecularly distinct alternative that bridges the gap between high-performance protection and natural circularity.
By harnessing PHA as a water-based emulsion, the paper industry can finally deploy a drop-in coating solution that achieves 100% biodegradability without sacrificing grease or moisture resistance. This shift enables manufacturers to bypass the limitations of traditional plastics, transforming sustainable packaging from a regulatory burden into a high-performance market advantage.
What is PHA Water-based Emulsion?
PHA (Polyhydroxyalkanoates) functions as a biological energy reserve, synthesized by microorganisms through precision fermentation. When engineered into a water-based emulsion, these biopolymers transition from raw granules into a sophisticated liquid coating system. This stable dispersion allows PHA particles to remain suspended in a water carrier, enabling paper converters to utilize standard rotogravure, rod, or blade coaters without specialized retrofitting.
Technical Matrix & Application Standards
| Property | Specification Range | Industrial Impact |
| Solids Content | 25% – 45% | Optimizes drying efficiency and coat weight control. |
| Viscosity | 50 – 500 cP | Ensures uniform leveling across high-speed lines. |
| Particle Size | 100 – 300 nm | Deep fiber penetration for superior interfacial adhesion. |
| pH Stability | 7.0 – 9.0 | Compatible with standard paper chemistries and inks. |
Unlike synthetic latex that relies on permanent cross-linking, PHA emulsions form a functional barrier through controlled evaporation and polymer fusion. As the water phase departs, PHA particles deform and coalesce into a pinhole-free, continuous film. This bio-shield anchors directly to cellulose fibers, delivering robust Kit 8+ grease resistance and low Cobb60 water absorption. Because the polymer remains intrinsically biodegradable, the coated substrate retains full repulpability in standard fiber recovery streams, effectively closing the loop on single-use packaging.

Key Performance Advantages

PHA water-based emulsions represent a definitive upgrade in coating technology, dismantling the performance trade-offs historically associated with bioplastics. Unlike Polylactic Acid (PLA), which requires industrial composting, PHA achieves true universal biodegradability—actively breaking down in marine, soil, and freshwater environments. This biological versatility is matched by an industry-leading repulpability rate of over 95%. By enabling high-efficiency fiber recovery in standard recycling streams, PHA coatings convert single-use packaging into a genuine contributor to the circular economy.
Technical Superiority & Food Safety
High-Precision Barriers
- Engineering-grade PHA provides a moisture vapor barrier (WVTR) ten times more effective than standard PLA, ensuring crispness and shelf-stability for sensitive dry goods.
Thermal Resilience
- With a heat deflection range of 110°C to 140°C, these coatings remain stable under boiling temperatures, making them the optimal choice for hot-fill applications and beverage service.
Regulatory Rigor
- Formulations strictly adhere to global food contact standards, including US FDA, EU, and China GB mandates, ensuring a toxic-free profile that eliminates “forever chemical” (PFAS) concerns.
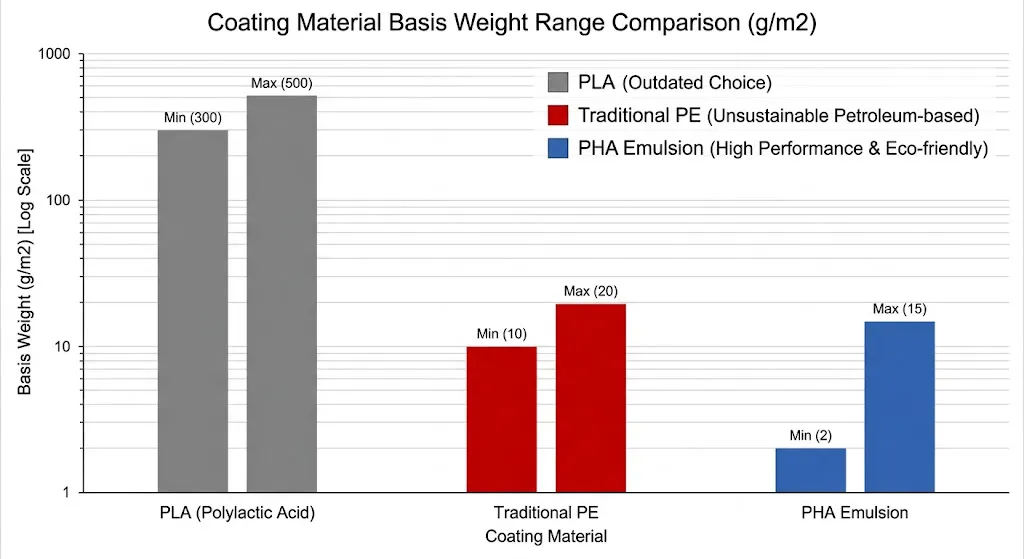
Continuous advancements in emulsion stability now allow for significantly lower coating weights without compromising barrier integrity. This material optimization directly translates to a reduced cost-per-unit, bridging the price gap with traditional PE. As a drop-in solution compatible with existing rod and gravure coaters, PHA minimizes capital expenditure while maximizing brand value through premium, plastic-free positioning.
Optimize Your Coating Line for PHA
Switching to bio-based barriers shouldn’t mean re-engineering your infrastructure. Consult with our technical team to determine the ideal coat weight and drying parameters for your specific paper substrate.
Technical Deep Dive: Specifications & Parameters
Engineering a reliable bio-barrier requires a delicate balance of rheology, particle kinetics, and polymer coalescence. PHA water-based emulsions provide this stability through a narrow particle size distribution (100-300 nm), ensuring deep penetration into cellulose fibers for superior interfacial bonding. These physical parameters dictate not only the final barrier quality but also the operational efficiency of modern coating lines.
Core Physicochemical Profile
| Performance Property | Value | Unit |
| Appearance / Color | Milky white | – |
| Viscosity (25°C) | 100 – 500 | mPa·s |
| Solid Content | 30 – 35 | % |
| Odor | Faint | – |
| pH Value | 7 – 9 | – |
| Particle Size (D90) | < 10 | μm |
| Glass Transition Temp (Tg) | -10 ~ 0 | °C |
| Melting Point (Tm) | 110 – 150 | °C |
| Experimental Film-Forming Temp | 150 | °C |
| Experimental Film-Forming Time | < 120 | s |
| Experimental Heat-Sealing Temp | 250 – 300 | °C |
| Experimental Heat-Sealing Time | < 2 | s |
Multi-Functional Barrier Performance
High-performance food packaging demands protection against diverse permeants. PHA coatings bridge this gap by delivering specialized barrier ratings that rival petroleum-based analogs:
- Moisture Barrier (WVTR): 5-15 g/㎡/day (ASTM F1249) at tropical conditions.
- Grease Resistance: Kit Rating 10-12 (TAPPI T559), ideal for high-fat fast food applications.
- Oxygen Barrier (OTR): 1-5 cc/㎡/day (ASTM D3985), extending the shelf life of oxidation-sensitive goods.
- Hydrophobicity: Water Contact Angle of 95°–110°, ensuring robust liquid repellency.
Processing Versatility & End-of-Life Validation
PHA emulsions transition seamlessly into existing industrial workflows, supporting line speeds up to 400 m/min via gravure or rod coating. Crucially, the functional film remains fully compliant with the most rigorous environmental mandates. Beyond meeting EN 13432 for industrial composting, these coatings achieve home compostability and marine biodegradation certification, offering a future-proof solution for brands navigating the post-plastic regulatory landscape.
Tips: The specifications outlined above represent our high-performance baseline for general paper coating needs. However, we recognize that complex substrates and high-speed conversion lines often demand a more granular approach. If these standard parameters do not align with your specific machinery or barrier requirements, our technical team is available to engineer customized PHA formulations or recommend alternative grades within our expansive portfolio to optimize your production efficiency.
Target Applications: Transforming the Paper Industry

PHA water-based emulsion coatings enable innovative solutions across multiple paper and packaging applications. The versatility of these bio-based barriers opens new possibilities for sustainable product development.
Food Packaging Applications
Food contact applications represent the primary market for PHA coatings. These materials meet stringent safety requirements while delivering the barrier performance essential for food preservation.


Beverage Packaging
- Hot and cold drink cups
- Coffee cup heat resistance
- Milkshake and smoothie containers
- Moisture barrier performance
- Heat seal capability for lids

Food Service Products
- Disposable plates and bowls
- Takeaway food containers
- Sandwich and wrap packaging
- Oil and grease resistance
- Microwave-safe applications

Bakery & Confectionery
- Cake and pastry boxes
- Bread and bun bags
- Confectionery wrapping
- Moisture control properties
- Food-safe barrier protection
Regulatory approvals for food contact ensure PHA coated materials meet safety standards in major markets. Certifications include FDA compliance, EU food contact regulations, and Australian food standards.
Industrial and Specialty Paper Applications
Beyond food packaging, PHA coatings enhance performance in industrial paper products. These applications benefit from barrier properties and biodegradability without requiring food contact certification.


Industrial Applications
- Adhesive labels and tags
- Release liners and backing papers
- Protective packaging papers
- Moisture-resistant wrapping
- Technical papers for printing
- Barrier papers for construction
- Agricultural mulch papers
- Medical packaging substrates
Application-Specific Performance Requirements
Different applications demand specific performance characteristics. PHA coating formulations can be customized to optimize properties for target end uses.
| Application Category | Primary Barrier Requirement | Coating Weight Range | Key Performance Factor |
| Hot Beverage Cups | Water + Heat Resistance | 8-12 g/m² | Heat seal strength, liquid hold |
| Greaseproof Packaging | Oil and Grease Barrier | 5-10 g/m² | Kit rating 10-12, no strike-through |
| Moisture-Barrier Wraps | WVTR Control | 10-15 g/m² | Low WVTR, dimensional stability |
| Compostable Mailers | Water Resistance | 6-10 g/m² | Cobb value, tear strength |
| Food Contact Boards | Multi-barrier Performance | 8-14 g/m² | Safety compliance, barrier integrity |

Market Opportunities and Growth Sectors
Emerging regulations and consumer preferences drive growth in PHA coated paper applications. Several market segments show exceptional potential for rapid adoption.
- Quick-service restaurant packaging
- E-commerce shipping materials
- Fresh produce packaging
- Retail food service disposables
- Pharmaceutical blister backing
- Compostable mailer envelopes
High-Growth Applications
- Agricultural seed tape coatings
- Water-soluble label release liners
- Biodegradable mulch films
- Medical device packaging
- Specialty printing substrates
- Home compostable pet food bags
Emerging Opportunities
Application-Specific PHA Coating Solutions
Discuss your specific application requirements with our technical team. We provide customized formulation recommendations and application support for optimal performance in your target market.
Why Partner with SalesPlastics?

Selecting the right supplier for PHA water-based emulsion coatings determines project success. SalesPlastics combines technical expertise with comprehensive support services to ensure optimal outcomes for your coating applications.
Technical Expertise and Innovation Leadership
Our team brings decades of experience in bio-based coating technologies and paper industry applications. This expertise translates into superior product formulations and application support.

Technical Capabilities
- Custom formulation development
- Application testing and optimization
- Process integration support
- Quality control protocols
- Performance troubleshooting
- Regulatory compliance guidance
- Sustainability certification assistance

Quality Assurance
- ISO certified production processes
- Batch-to-batch consistency testing
- Third-party performance verification
- Complete technical documentation
- Traceability systems
- Ongoing quality monitoring
- Continuous improvement programs
Comprehensive Product Portfolio
SalesPlastics offers a complete range of PHA coating solutions tailored to diverse application requirements. Our product portfolio addresses specific performance needs across the packaging spectrum.

Food Contact Grade
- FDA and EU compliant formulations
- Optimized for beverage applications
- Enhanced heat seal performance
- Superior grease resistance
- Excellent flavor barrier
Industrial Grade
- Cost-optimized formulations
- High-speed application compatible
- Enhanced moisture barrier
- Flexible coating weights
- Broad substrate compatibility
Specialty Formulations
- Custom barrier properties
- Specific certification requirements
- Enhanced biodegradation rates
- Application-specific additives
- Performance customization
Australian Market Expertise
Our understanding of Australian regulatory requirements and market conditions ensures seamless implementation of PHA coating solutions. Local support provides responsive service and technical assistance.

Local Support Advantages
SalesPlastics maintains technical support teams across Australian manufacturing regions. This local presence ensures rapid response to technical inquiries, on-site application support, and efficient supply chain management tailored to Australian business requirements.
Sustainability Commitment and Certifications
Environmental responsibility drives our business philosophy. SalesPlastics holds multiple sustainability certifications and actively participates in circular economy initiatives.

Partnership and Support Services
Beyond product supply, SalesPlastics provides comprehensive partnership services that support successful implementation and long-term performance optimization.

Implementation Support
- Initial application trials and testing
- Equipment compatibility assessment
- Process parameter optimization
- Operator training programs
- Startup assistance and commissioning
- Quality control protocol establishment
- Performance monitoring and optimization
- Troubleshooting and technical assistance
Ongoing Partnership Benefits
- Regular technical review sessions
- Product innovation updates
- Market intelligence sharing
- Sustainability reporting support
- Co-development opportunities
- Priority access to new formulations

Partner with Australia's PHA Coating Experts
Start your journey toward sustainable packaging solutions. Complete the form below to discuss your specific requirements with our technical team. We provide customized recommendations, application support, and comprehensive partnership services.
Conclusion

PHA water-based emulsion coatings represent a transformative solution for the paper and packaging industry. These bio-based materials deliver the barrier performance required for demanding applications while addressing critical environmental challenges.
The technology has matured beyond experimental stages. Commercial-scale production and proven application success across multiple market segments demonstrate readiness for widespread adoption. Companies implementing PHA coatings gain competitive advantages through sustainability leadership and regulatory compliance.
Technical specifications confirm that PHA coatings match or exceed conventional alternatives in barrier properties, processing compatibility, and end-use performance. The additional benefit of complete biodegradability creates value throughout the product lifecycle.
Market dynamics favor continued growth in PHA adoption. Consumer preference for sustainable packaging, combined with regulatory pressure to reduce plastic waste, drives demand for viable alternatives. PHA water-based emulsions meet these requirements while maintaining the performance standards essential for product protection.
Investment in PHA coating technology positions organizations for long-term success in an increasingly sustainability-focused marketplace. Early adopters establish market leadership and build brand value through demonstrated environmental commitment.
The future of paper coatings points toward bio-based solutions that balance performance with environmental responsibility. PHA water-based emulsions exemplify this evolution, offering packaging professionals a proven path to sustainable innovation.
Ready to Transform Your Packaging Solutions?
Call our PHA coating specialists today for expert guidance
FAQs
Is PHA plastic safe?
Yes, PHA is safe for human contact and food applications. Polyhydroxyalkanoates are natural polymers produced by bacterial fermentation, similar to processes used in yogurt and cheese production. PHA has received regulatory approval from major food safety authorities including the FDA in the United States and EFSA in Europe.
PHA demonstrates excellent biocompatibility and produces no toxic byproducts during degradation. The material breaks down into water and carbon dioxide through natural biological processes. Unlike conventional plastics, PHA does not leach harmful chemicals or create persistent microplastics in the environment.
Extensive toxicology testing confirms PHA safety across multiple exposure pathways. The polymer has been used in medical applications including surgical sutures and drug delivery systems, demonstrating its compatibility with human tissue. For food packaging applications, PHA meets stringent migration limits and safety standards required for direct
.

What are water-based emulsions?
Water-based emulsions are mixtures where polymer particles are suspended in water as the carrier liquid. This formulation type offers significant advantages over solvent-based alternatives in terms of safety, environmental impact, and processing efficiency.
In PHA water-based emulsions, microscopic polymer particles remain dispersed in water through stabilizing agents. When applied to paper substrates, the water evaporates and polymer particles coalesce to form a continuous barrier film. This process occurs at ambient or moderately elevated temperatures, reducing energy consumption compared to hot-melt alternatives.
The water-based format eliminates volatile organic compounds (VOCs) associated with solvent systems. This creates safer working conditions for operators and reduces environmental emissions during manufacturing. Equipment cleanup uses water rather than chemical solvents, further improving sustainability profiles.
Water-based emulsions demonstrate excellent compatibility with existing coating equipment. Paper manufacturers can implement PHA coatings without major capital investment in new machinery. The formulations work effectively with gravure, rod, spray, and curtain coating methods commonly used in the industry.
Does PHA dissolve in water?
No, PHA does not dissolve in water under normal use conditions. The cured PHA coating creates a water-resistant barrier that protects paper substrates from moisture. This water resistance is essential for packaging applications where moisture protection is required.
While PHA is applied as a water-based emulsion, the polymer itself is hydrophobic. During the drying process, water evaporates and polymer particles fuse together to form a continuous water-resistant film. Contact angle measurements typically show values between 95-110 degrees, indicating strong hydrophobic character.
The barrier performance includes resistance to liquid water, water vapor transmission, and humidity exposure. PHA coated papers maintain their integrity when exposed to moisture during typical use conditions. This makes the material suitable for beverage containers, food packaging, and moisture-sensitive applications.
Biodegradation of PHA occurs through enzymatic action by microorganisms, not simple water dissolution. This process requires specific conditions found in composting environments, soil, or marine settings. During normal product use and storage, PHA coatings remain stable and provide consistent barrier protection.

Is PHA good for the environment?
Yes, PHA offers exceptional environmental benefits compared to conventional petroleum-based plastics. The material addresses multiple environmental concerns throughout its lifecycle, from production through end-of-life disposal.
PHA is produced from renewable resources rather than fossil fuels. Manufacturing uses plant sugars or waste materials as feedstock, creating a carbon-neutral or carbon-negative production cycle. Life cycle assessments show carbon footprint reductions of 70-75% compared to polyethylene coatings.
The biodegradation profile represents PHA’s most significant environmental advantage. The material breaks down completely in multiple environments including industrial composting facilities, home compost, soil, and marine ecosystems. Degradation occurs through natural microbial action, leaving no toxic residues or persistent microplastics.
Marine biodegradation is particularly important given ocean plastic pollution concerns. PHA degrades in seawater without requiring industrial processing facilities. Testing demonstrates greater than 70% degradation within 180 days in marine environments, addressing a critical gap in current packaging materials.
PHA coatings support circular economy principles by enabling paper recycling. The coating can be removed during standard paper recycling processes, or the entire package can be composted if contaminated with food residue. This flexibility provides multiple end-of-life pathways, reducing waste sent to landfills.
Certification to international standards including EN 13432, ASTM D6400, and ASTM D6691 validates environmental claims. These third-party certifications provide assurance that PHA materials meet rigorous biodegradability and compostability requirements recognized globally.

