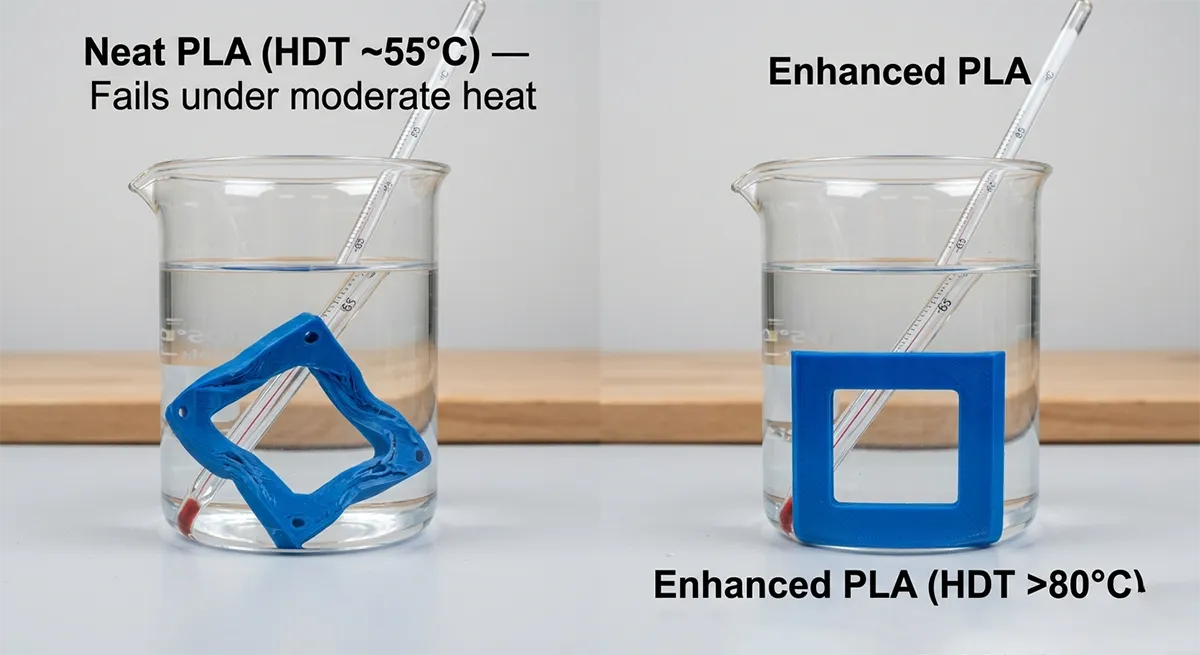
Polylactic Acid (PLA) has redefined sustainable manufacturing, yet it faces an “HDT Paradox”: its exceptional ease of processing is frequently offset by thermal failure at low temperatures. While offering renewable sourcing and biodegradability, standard PLA grades soften below 60°C. This constraint historically limits the material to aesthetic models, excluding it from high-value, functional applications in electronics, automotive components, and durable goods.
Bridging this gap requires a clear understanding of the Heat Deflection Temperature (HDT) versus the Glass Transition Temperature (Tg). While Tg (typically 55–60°C) marks the molecular transition from rigid to rubbery, the HDT defines the actual threshold where a part deforms under mechanical load. For unmodified PLA, an HDT of 50–55°C represents a significant performance gap compared to engineering plastics like ABS or Polycarbonate, which maintain integrity above 90°C.
This guide analyzes four engineering strategies to elevate the PLA thermal ceiling. By targeting specific molecular mechanisms—ranging from accessible post-processing to advanced chemical modification—we provide a roadmap for transitioning PLA from simple prototyping to high-performance, functional engineering components.
The Science: Why Does PLA Soften So Easily?
The thermal stability of Polylactic Acid is governed by the Amorphous vs. Crystalline Debate: the delicate balance between disordered polymer chains and ordered crystalline structures. For manufacturers, understanding this molecular arrangement is essential to moving beyond aesthetic prototyping into high-performance production.
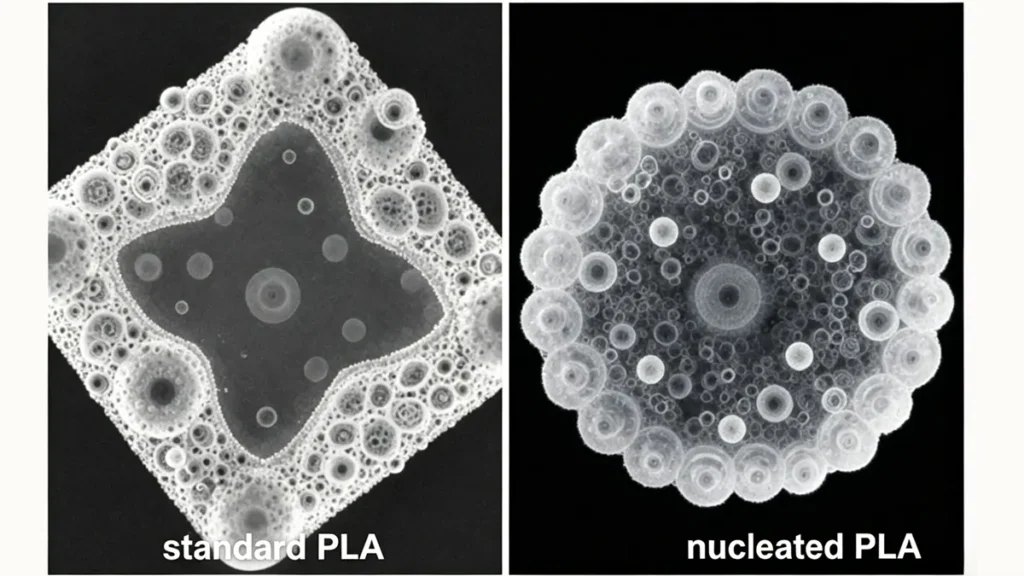
The glass transition temperature (Tg) of PLA occurs between 55–60°C. At this Tg Threshold, amorphous polymer chains gain sufficient thermal energy to slide past one another, causing the material to transition from a rigid “glassy” state to a soft “rubbery” state. While crystalline regions act as structural anchors to resist this flow, standard manufacturing—such as rapid 3D printing or conventional injection molding—often cools the material too quickly for crystals to form. This leaves PLA in a vulnerable amorphous state with only 10–30% crystallinity, offering negligible resistance once the Tg is crossed.
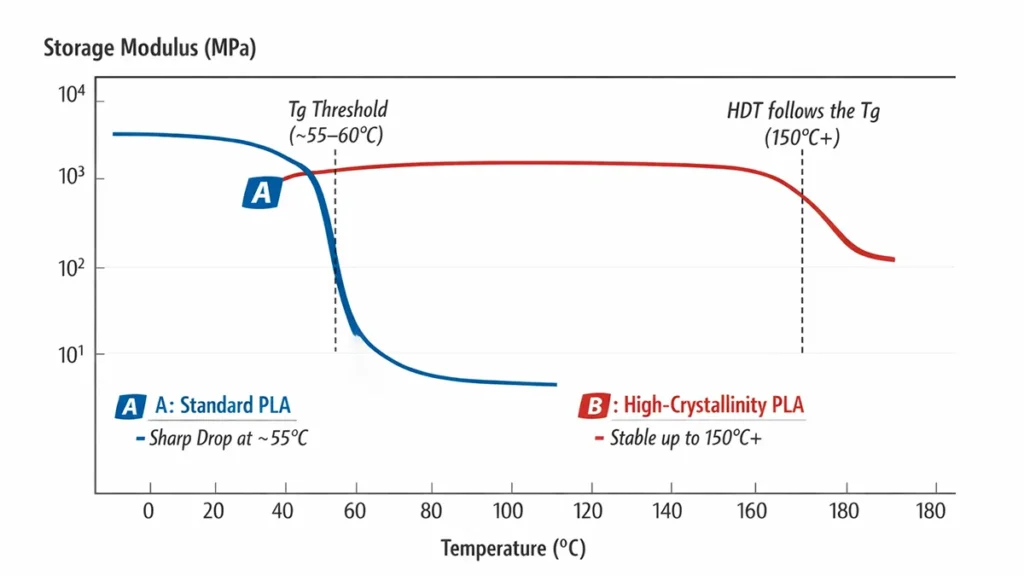
The Heat Deflection Temperature (HDT) test quantifies this mechanical failure under load. For unmodified PLA, the HDT typically follows the Tg almost exactly because the lack of a robust crystalline network allows for immediate deformation at 55°C. To transcend this thermal ceiling, engineering interventions must address the Molecular Mechanics of the polymer:
- Accelerating Crystallization Kinetics: Overcoming the slow natural crystal growth of standard PLA.
- Increasing Crystal Density: Creating a rigid framework that maintains part integrity even as amorphous chains soften.
- Constraining Chain Mobility: Using chemical or physical means to “lock” the polymer structure at elevated temperatures.
By targeting these specific molecular bottlenecks, we can transform PLA from a low-heat commodity into a resilient engineering thermoplastic.
Strategy I: Post-Processing via Annealing (The DIY & Professional Route)
Annealing is the most direct method for elevating PLA heat resistance by triggering Secondary Crystallization. This thermal treatment reorganizes the polymer’s molecular structure, transforming the vulnerable amorphous regions into a rigid, heat-stable framework.
The Thermal Trigger: Mechanism of Reorganization
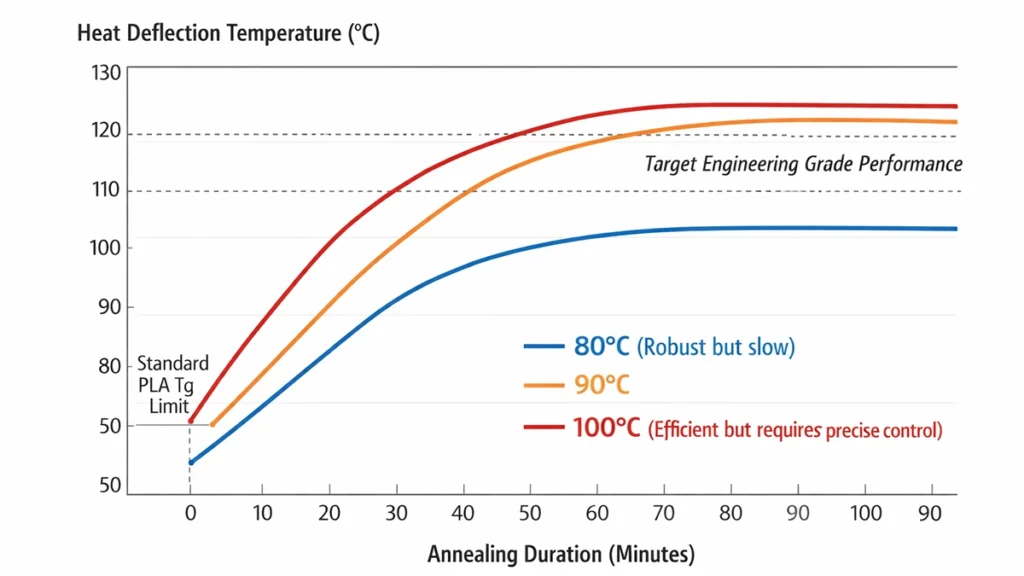
The annealing process involves heating PLA components to a specific “crystallization window” between the glass transition temperature (Tg) and the melting point (Tm). Maintaining a steady soak at 80–110°C—the “sweet spot” for most engineering grades—provides polymer chains with the kinetic energy required to transition into tightly packed crystalline domains.
Properly executed annealing can increase crystal content to 40–50%, effectively doubling the HDT to 90–110°C. This structural shift allows PLA to function in environments previously reserved for petroleum-based engineering plastics.
Managing the "Shrinkage Tax"
Manufacturers must account for the physical trade-offs of crystallization. As the molecular structure densifies, parts inherently undergo a “Shrinkage Tax”—a linear contraction of 0.5–2%. Without precise process control, this transition can lead to:
- Dimensional Distortion: Differential cooling rates causing internal stress.
- Warpage: Sagging under gravity during the initial softening phase before the crystalline “skeleton” forms.
Advanced Industrial Support Techniques
To achieve high-precision tolerances during the 60–240 minute thermal cycle, professional-grade support strategies are employed:
- Particulate Packing (Sand/Salt/Gypsum): Embedding complex geometries in fine, pre-heated particulates. This provides isotropic support, preventing sagging while ensuring uniform heat distribution across variable wall thicknesses.
- Custom Fixturing: Utilizing heat-stable CNC-machined jigs to lock critical dimensions during the reorganization phase.
- Controlled Ramping: Implementing programmable cooling (1–2°C/min) to mitigate thermal shock and residual stress.
By integrating these protocols, manufacturers can achieve a significant thermal upgrade, though the added cycle time often makes this strategy best suited for low-to-medium volume industrial components or high-precision tooling.
Strategy II: Material Compounding & Nucleating Agents
Material compounding addresses PLA’s thermal ceiling at the resin formulation stage. By integrating high-efficiency nucleating agents (NA), manufacturers can trigger rapid crystallization during the cooling phase. This in-situ approach delivers high-heat parts directly from the tool, effectively eliminating the costs and lead times associated with secondary annealing.
The Mechanism: Accelerating Crystallization Kinetics
Nucleating agents function as “crystallization seeds” that lower the energy barrier for molecular reorganization. By exponentially increasing nucleation sites, these additives ensure a finer, more uniform micro-crystalline structure. This refined morphology significantly elevates the Heat Deflection Temperature (HDT) while maintaining superior dimensional stability.
The Synergy Effect: Mineral Fillers & Organic Nucleators
For manufacturers seeking maximum HDT gains, a dual-system approach is often the most effective:
- Inorganic Fillers (Talc/Mineral): Beyond providing nucleation surfaces, mineral fillers like Talc create a “physical barrier” that restricts chain mobility and increases overall stiffness.
- The Synergy: Combining organic nucleators with specialized mineral fillers can push as-molded HDT values into the 90°C–110°C range, approaching the thermal performance of high-end engineering plastics.
Technical Insight: The Toughness vs Heat Trade-off
A common pitfall in PLA manufacturing is the “Impact Modifier Conflict.” While adding elastomers improves toughness, many impact modifiers are inherently amorphous and have low Tg. If not properly balanced, these additives can accidentally lower the overall HDT of the compound. Our high-heat PLA resins are formulated to maintain this delicate equilibrium, ensuring high impact resistance without sacrificing thermal integrity.
For a comprehensive breakdown of this engineering challenge, explore our technical brief: Balancing Heat Resistance and Impact Strength in PLA. This guide details the “Stabilize First, Toughen Second” industrial consensus and provides a comparative performance matrix for hybrid synergy formulations.
Process Optimization for High-Efficiency Production
To maximize the ROI of nucleated resins, process control is paramount:
- Thermal Management: Utilizing a “warm mold” (typically 90°C–100°C) allows the resin sufficient residence time to crystallize before ejection.
- Cycle Time Advantage: Although a warm mold is required, the rapid crystallization rate of our advanced grades ensures the part reaches sufficient green strength for ejection faster than standard PLA, optimizing overall throughput.
Engineering Custom HDT Solutions for Your PLA Applications
Our materials engineering team specializes in nucleating agent selection and crystallization optimization. We help compounders develop PLA grades that meet specific thermal performance targets while maintaining processing efficiency and cost objectives.
Strategy III: Fiber Reinforcement (Maximum Rigidity)
Fiber reinforcement transcends mere aesthetics; it creates a rigid mechanical scaffold that physically constrains polymer chain mobility. By embedding high-modulus fibers, we transform PLA from a commodity plastic into a high-performance composite capable of maintaining integrity under thermal loads that would cause neat PLA to fail instantaneously.
Carbon Fiber (CF) vs Glass Fiber (GF): Beyond the "Cool Look"
While many choose carbon fiber for its premium surface finish, its true value lies in its role as a Structural Skeleton.
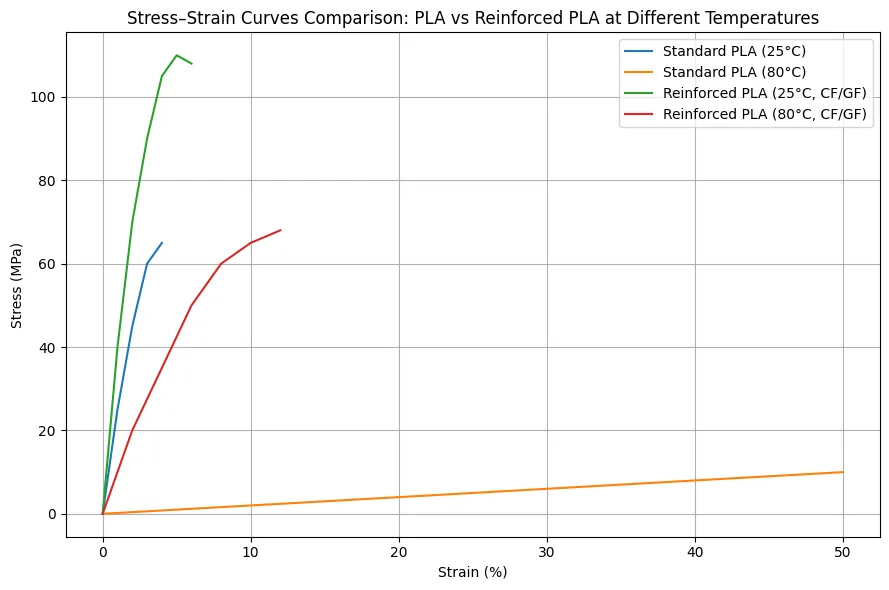
- Carbon Fiber (10–20% wt.): The definitive choice for maximum rigidity. CF-reinforced PLA elevates HDT values to 100–120°C. The interconnected fiber network acts as a load-bearing frame; even as the PLA matrix reaches its glass transition temperature (Tg), the fibers restrain the “rubbery” phase to prevent macroscopic deformation.
🚀 Carbon fiber reinforcement is the gold standard for achieving the highest stiffness-to-weight ratio in bio-composites. For manufacturers looking to scale production of engineering-grade filament, choosing the right polymer matrix is critical.Deep Dive into the specifics: Carbon Fiber PLA: Choosing the Right Base for High-Performance Composites.
- Carbon Fiber (10–20% wt.): The definitive choice for maximum rigidity. CF-reinforced PLA elevates HDT values to 100–120°C. The interconnected fiber network acts as a load-bearing frame; even as the PLA matrix reaches its glass transition temperature (Tg), the fibers restrain the “rubbery” phase to prevent macroscopic deformation.
- Glass Fiber (15–30% wt.): A cost-effective alternative for high-volume injection molding. It offers exceptional stiffness and a lower coefficient of thermal expansion (CTE), with HDT values typically reaching 90–110°C.
Load Bearing Under Heat: The Performance Gap
The difference in load-bearing capacity is dramatic. In a standard HDT test (@ 0.45 MPa), neat PLA fails at ~55°C. In contrast, 20% CF-reinforced PLA maintains over 80% of its structural modulus at 100°C. This allows for functional applications in:
- Automotive: Under-hood brackets and sensor housings.
- Electronics: Heat-generating enclosures and high-load internal structures.
- Industrial Tooling: Jigs, fixtures, and end-of-arm tooling (EOAT).
Processing Logic for Reinforced Composites
Integrating fibers necessitates professional-grade equipment and specific process adjustments:
- Wear Protection: For 3D printing, hardened steel or ruby nozzles are mandatory. For injection molding, we recommend bimetallic barrels and hardened screws to mitigate the abrasive nature of CF/GF.
- Thermal Tuning: Reinforced grades exhibit higher melt viscosity. Increasing processing temperatures by 5–15°C and optimizing injection pressure is critical to ensure superior fiber-matrix adhesion and void-free parts.
- Strict Moisture Control: Fibers increase the surface area for moisture absorption. To prevent hydrolytic degradation, resins must be dried (e.g., 4–6 hours at 80°C) until moisture levels are below 0.02%.
Maximum rigidity comes at the cost of reduced impact strength and increased anisotropy (directional properties). For components requiring both high-heat resistance and high-impact toughness, our engineering team can assist in formulating hybrid reinforced grades that balance these conflicting requirements.
💡 Deep Dive: For a comprehensive analysis of carbon vs. glass fiber performance and processing tips, read our companion article: Fiber Reinforced PLA: A Technical Guide for High-Heat Applications.
Strategy IV: Advanced Chemical & Structural Modification
For manufacturers requiring performance that rivals petroleum-based engineering plastics, we look beyond physical additives to the molecular architecture of the polymer itself. These advanced modifications represent the pinnacle of PLA thermal engineering.

Stereocomplex Crystallization (SC-PLA): The "Lock and Key" Mechanism
Stereocomplexation is the ultimate strategy for pushing PLA boundaries. By precision-blending PLLA (Poly-L-lactide) with its mirror-image isomer PDLA (Poly-D-lactide), the chains form a unique “Lock and Key” crystalline structure.
- Thermal Ceiling: This structure elevates the melting point (Tm) to approximately 230°C.
- Performance: When properly processed, SC-PLA can push HDT boundaries to 120°C–140°C, maintaining structural integrity in environments that would melt standard bio-plastics.
Polymer Alloying: Synergistic Blending
Alloying PLA with high-heat resins is a pragmatic industrial strategy to achieve balanced properties. By creating a bio-alloy, we leverage the sustainability of PLA with the thermal resilience of partner resins:
- PLA/High-Heat ABS Alloys: Improving impact strength and thermal stability for automotive interiors.
- PLA/Bio-based Polycarbonate (PC) Alloys: Enhancing clarity and achieving HDT values suitable for consumer electronics.
- The Advantage: These alloys offer a “drop-in” solution for manufacturers, compatible with existing injection molding infrastructure while significantly raising the thermal failure point.
Molecular Reinforcement: Chain Extension & Cross-linking
Our high-heat resins often incorporate internal molecular reinforcements that remain invisible to the end processor but critical to performance:
- Chain Extension: Increasing molecular entanglement density to prevent “sagging” during high-temperature processing.
- Controlled Cross-linking: For specialized applications, creating a 3D “thermal lock” between polymer chains ensures the material remains dimensionally stable even as it approaches its melting threshold.
Processing Complexity Warning: Cross-linked PLA cannot be remelted or recycled through conventional thermal processing. This permanent modification suits applications where end-of-life recycling occurs through chemical or biological degradation pathways rather than mechanical recycling.
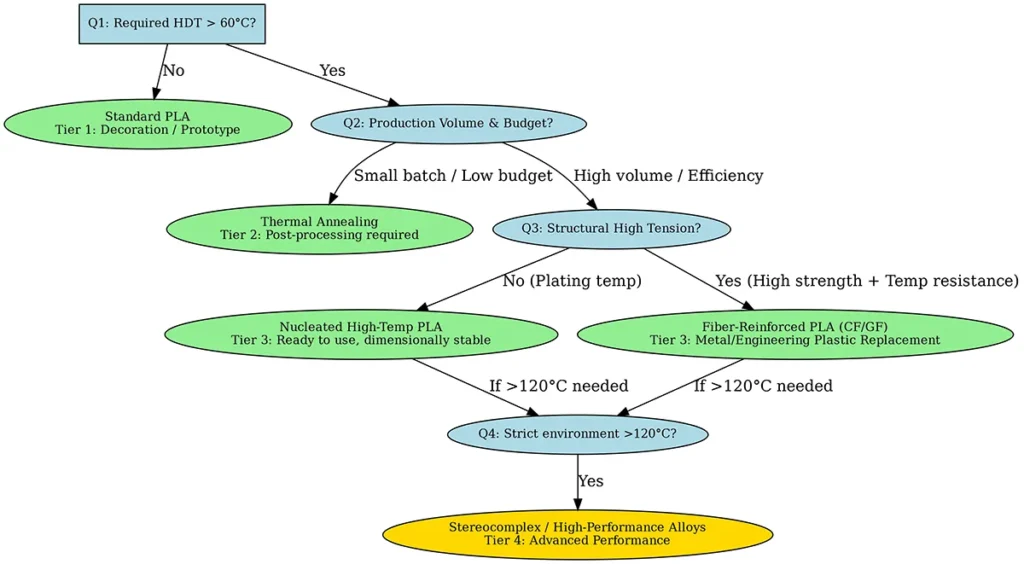
Comparative Matrix: Which Method Fits Your Application?
Choosing the right heat deflection enhancement method is a strategic balance of performance, precision, and production costs. The following matrix serves as a professional selection guide for industrial manufacturers.
| Enhancement Method | HDT Gain | Dimensional Accuracy | Cost Impact | Best For |
| Annealing | Moderate | Low (Warping Risk) | Low | Low-volume, simple geometries |
| Nucleating Agents | High | High | Moderate | High-volume injection molding |
| Fiber Reinforced | Very High | Very High | High | Structural and load-bearing parts |
| Stereocomplex | Maximum | High | Very High | Extreme engineering environments |
The Hybrid Advantage: Breaking the 140°C Barrier
While each method is effective individually, the most competitive industrial solutions often leverage Hybrid Synergy. We specialize in high-heat formulations that combine chemical and physical reinforcement:
- Synergistic Blending: By integrating Organic Nucleating Agents with Carbon Fiber Reinforcement, we create a material that offers both a rapid crystallization rate and a rigid structural skeleton.
- Performance Peak: When these engineered resins undergo a controlled, professional-grade annealing cycle, the Heat Deflection Temperature (HDT) can reach 140°C–160°C.
- Strategic Replacement: This level of thermal stability allows bio-based PLA to directly replace traditional petroleum-based engineering plastics like PBT and Polyamide (Nylon) in high-load automotive and electronics applications, fulfilling both performance and sustainability mandates.
Ready to Upgrade Your Thermal Performance?
We don’t just supply resin; we provide thermal engineering solutions. Whether you need a drop-in high-heat PLA grade or a custom carbon-fiber composite, our technical team is ready to optimize your formulation.
Practical Troubleshooting: Common Pitfalls
Implementing HDT enhancement strategies presents specific engineering challenges. Success depends on navigating these common pitfalls with precision.
1. The Warping & Internal Stress Conflict
Distortion during annealing is rarely an oven problem; it is usually a molded-in stress problem.
- The Cause: Injection molded or 3D-printed parts contain residual stresses. When heated, these stresses relax, causing deformation.
- The SalesPlastics Solution: We recommend using In-situ Nucleated Grades. By achieving high crystallinity during the initial cooling phase in a “warm mold,” the part gains structural integrity immediately, bypassing the need for secondary heating that triggers warping.
2. The Cooling Rate Trap
A common error is cooling the part too rapidly post-fabrication.
- The Risk: If the cooling curve is too steep, the polymer chains are “frozen” in an amorphous state before the nucleating agents can complete the crystallization process. This results in a part that fails HDT tests despite having the right additives.
- Optimization: Maintain a controlled cooling gradient. In injection molding, adjusting the mold temperature to 90°C–110°C allows the material to “soak” in the optimal crystallization window.
3.Balancing Fluidity (MFR) with Reinforcement
Adding fibers or mineral fillers naturally increases viscosity, which can lead to short-shots or poor surface finish.
The Challenge: Maintaining a consistent Melt Flow Rate (MFR) while loading up to 30% reinforcement.
The Advantage: Our high-heat PLA series is engineered with specialized flow-promoters. This ensures that even our most rigid CF/GF grades maintain excellent processability, allowing for complex geometries and thin-wall sections without requiring excessive injection pressures.
4. The Brittleness-Crystallinity Equilibrium
Highly crystalline PLA is rigid but can become brittle.
- The Solution: For applications requiring impact resistance (e.g., automotive clips), we offer Impact-Modified High-Heat Grades. These incorporate discrete elastomeric phases that arrest crack propagation while the crystalline matrix maintains thermal stability.
Ready to Scale High-Performance PLA Production?
Partner with our materials engineering team for comprehensive HDT optimization. We provide formulation development, process optimization, and ongoing technical support to help you bring high-temperature PLA products to market efficiently.
Technical support hotline available Monday-Friday, 9:00-18:00 CET
Conclusion

By mastering the four strategic pillars—Annealing, Nucleation, Fiber Reinforcement, and Molecular Modification—the thermal limits of PLA have been fundamentally redefined. No longer just a “sustainable alternative,” high-heat PLA now stands as a viable replacement for traditional petroleum-based engineering plastics.
For manufacturers seeking the best ROI, the most efficient path is:
- Modified High-Heat Resin + Optimized Processing = Maximum Thermal Performance (140°C+)
Every application has unique requirements. Whether you are troubleshooting warping issues or selecting a grade for automotive interiors, our technical team is here to help.Welcome to send us a private message to request a specialized technical datasheet or a sample kit for your next project. Let’s push the boundaries of bioplastics together!
Ready to source high-performance materials?
Contact us for technical data sheets or to request a quote for PLA pellets bulk orders.
FAQs
Q:How to increase PLA heat deflection temperature (HDT)?
A: Use nucleating agents (as-molded stability), fiber reinforcement (structural skeleton), or thermal annealing (70–100°C). Combining these methods can push PLA’s HDT from 55°C to over 140°C.
Q:Is there a way to make PLA more heat resistant?
A: Yes. The most efficient industrial route is switching to pre-modified high-heat resins (like SalesPlastics grades). These eliminate the need for secondary annealing while achieving engineering-grade thermal resilience.
Q:What is HDT heat deflection temperature?
A: It is a standardized test (ISO 75/ASTM D648) measuring the temperature at which a polymer deforms under load. It defines the “safe limit” for a material’s structural utility in heat.
Q:What is the 45 degree rule in 3D printing?
A: It is a design guideline to minimize support structures. For high-heat PLA, maintaining this angle is critical to prevent thermal warping during the crystallization phase of the print.
Q:Is 220°C too hot for PLA?
A: Too hot for standard PLA, but ideal for engineering-grade series. Modified PLA often requires 210°C–230°C to ensure proper flow and fiber-to-matrix bonding. Always check your TDS.