The global shift toward sustainable materials has established Polyhydroxyalkanoates (PHAs) as a definitive frontier in industrial innovation. More than a mere bio-alternative, this family of polymers offers a rare synergy of mechanical performance and verified biodegradability—even in challenging marine ecosystems.
For industrial stakeholders, the challenge lies in balancing stringent carbon mandates with unyielding quality standards. Moving beyond traditional polyolefins requires a nuanced understanding of renewable resins under real-world processing conditions. This guide bridges the gap between ecological goals and manufacturing excellence, examining the technical benchmarks and grade selections necessary for seamless implementation.
PHA Bioplastics: The Ultimate Fully Biodegradable Revolution — Explore why PHA is the definitive evolution beyond PLA and PBAT, including our specialized product portfolio.
Technical Guidance for Your PHA Project
Our materials specialists provide application-specific consultation to help you select the right PHA grade for your manufacturing requirements.
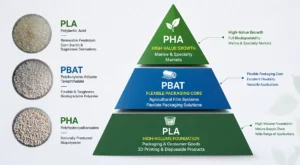
Materials Science: Choosing the Right PHA Family Member
The versatility of Polyhydroxyalkanoates stems from their tunable chemical structure. Produced via microbial fermentation, the PHA family is not a single material but a spectrum of bio-polyesters. By adjusting the monomeric composition—specifically the ratio of 3-hydroxybutyrate (3HB) to 4-hydroxybutyrate (4HB) or hydroxyvalerate (HV)—we can calibrate the resulting PHA pellets to meet precise mechanical requirements.
Deciding on the optimal grade depends on your specific balance of rigidity and ductility:
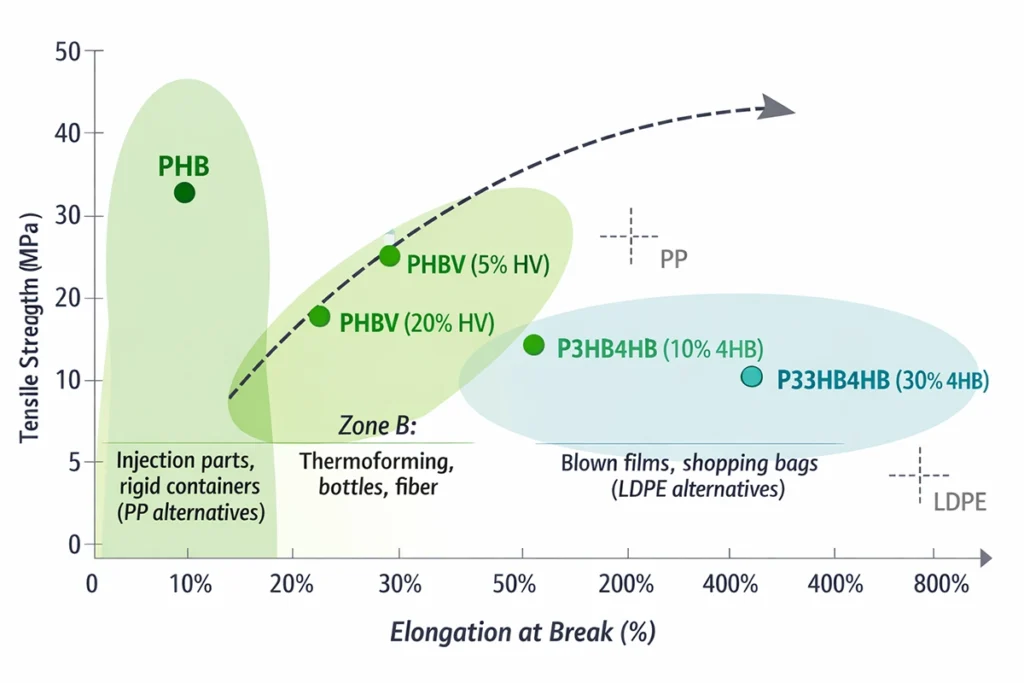
High Strength and Structural Integrity
Focus on PHB (Polyhydroxybutyrate)
Characterized by a high Young’s Modulus (~3.5 GPa) and tensile strength. Best suited for high-precision injection molding where dimensional stability and polypropylene-like rigidity are required.
Balanced Impact Resistance
Transition to PHBV (Polyhydroxybutyrate-co-valerate)
The integration of valerate units lowers the melting point and increases impact strength (Izod Impact), widening the processing window for thermoforming.
Maximum Flexibility and Elasticity
Prioritize P3HB4HB (Poly-3-hydroxybutyrate-co-4-hydroxybutyrate) copolymers.
These grades offer superior elongation at break (>400%), making them the industrial standard for biodegradable mulch films and flexible soft-touch packaging.
Beyond mechanical selection, thermal management and crystallization kinetics are critical for production efficiency. While PHAs provide excellent barrier properties comparable to PET, their sensitivity to heat requires optimized screw designs and temperature profiles to prevent degradation. For a deep dive into the molecular mechanisms governing these behaviors, see our Comprehensive Guide to PHA.
Processing & Grade Selection
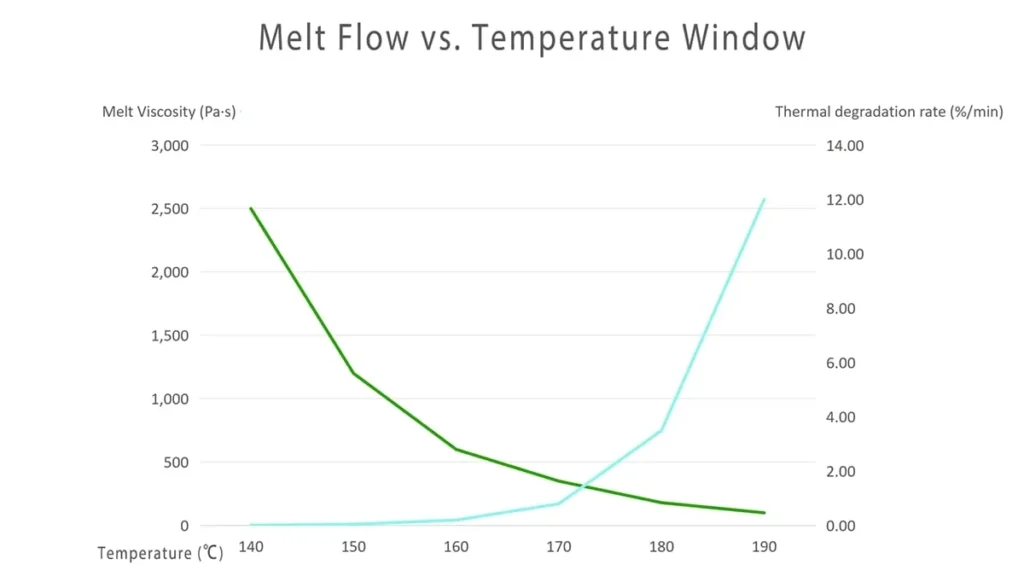
The transition to Polyhydroxyalkanoate (PHA) is engineered to be seamless, requiring only strategic adjustments to existing thermoplastic workflows. Unlike high-heat engineering plastics, PHA’s primary processing challenge is its narrow thermal window. Success on the factory floor is dictated by precise moisture management and minimized residence time to prevent molecular weight degradation.
The biological origin of PHA creates a unique molecular consistency that defines its processing behavior. Because naturally synthesized PHA is 100% isotactic, it exhibits highly predictable crystallization kinetics compared to synthetic alternatives. This structural uniformity allows for tighter control over cycle times but necessitates a nuanced approach to thermal profiling. For a deep dive into how these molecular architectures—from SCL to MCL structures—dictate industrial performance, see our Ultimate Guide to Polyhydroxyalkanoates (PHAs): The Future of Biodegradable Plastics.
- Moisture Control: Resins must be dried to a critical threshold of <0.05% (typically 60-70°C for 3 hours). Excessive moisture triggers chain scission, leading to a significant loss in molecular weight and mechanical failure.
- Thermal Profiling: A descending temperature profile (e.g., 175°C at the nozzle to 150°C at the feed zone) is recommended to minimize residence time and prevent thermal carbonization.
- Purging Protocol: During downtime, machines should be purged with high-viscosity HDPE or specialized transition materials to protect screw surfaces from acidic byproduct buildup.
Precision 3D Printing with PHA Filament
Integrating Polyhydroxyalkanoate (PHA) into additive manufacturing transcends basic sustainability; it offers a high-fidelity solution for complex industrial prototyping. Unlike traditional biopolymers that often struggle with brittleness, PHA-based filaments exhibit superior interlayer adhesion due to their unique molecular bonding during the fusion process. This characteristic is pivotal for consumer product developers who require prototypes that not only look like the final product but also maintain structural integrity under functional testing.
Successful execution with PHA requires mastering its specific crystallization kinetics to manage material shrinkage. Because PHA has a narrower processing window compared to PLA, maintaining a stable thermal environment—ideally with nozzle temperatures between 160°C and 180°C—is essential to mitigate internal stresses. When calibrated correctly, PHA delivers exceptional dimensional accuracy and a matte surface finish that rivals high-end engineering plastics.
Key Operational Parameters:
- Thermal Stability: Heated bed settings (50-70°C) are critical to prevent warping in large-format prints.
- Marine-Safe Prototypes: Ideal for creating temporary aquatic sensors or eco-friendly tooling that requires certified biodegradability.

The New Standard for Food Service: PHA Straws

Pivoting to Polyhydroxyalkanoate (PHA) straws resolves the long-standing compromise between environmental ethics and consumer experience. While paper alternatives often suffer from rapid disintegration and PLA remains restricted by its need for industrial composting, PHA-based solutions provide a seamless “drop-in” replacement for traditional plastics. Engineered to maintain structural integrity in temperatures ranging from -40°F to 185°F, these straws remain rigid in steaming coffee and frozen beverages alike—eliminating the “soggy straw” complaints that have long plagued the food service industry.
Beyond thermal performance, the definitive advantage of PHA lies in its certified marine biodegradability. Unlike first-generation bioplastics that fragment into microplastics, PHA undergoes complete mineralization in aquatic environments, breaking down into water and CO₂ within months. For brands navigating tightening global plastic bans, this material offers a “safe harbor” of compliance and functional excellence. To explore how PHA outperforms conventional alternatives in real-world liquid testing, see our detailed technical report: Why PHA is the Ultimate Solution for Marine-Degradable Straws.
Operational and Regulatory Benchmarks:
- Manufacturing Synergy: PHA resins are compatible with existing polypropylene (PP) extrusion machinery, requiring no capital expenditure for equipment overhaul.
- Verified Safety: Fully compliant with FDA and EFSA standards, ensuring a PFAS-free and zero-migration experience for the end-user.
Sustainable Logistics & Hard Packaging Solutions

Engineering a circular supply chain requires materials that balance structural resilience with a verified end-of-life strategy. Beyond traditional rigid applications, Polyhydroxyalkanoate (PHA) is redefining the standards for protective packaging through its remarkable versatility. Whether processed as high-clarity films for secondary wrapping, specialized coatings for fiber-based substrates, or high-modulus hard packaging for industrial logistics, PHA resins deliver the mechanical toughness required to safeguard goods throughout volatile distribution cycles.
The functional superiority of PHA lies in its inherent barrier performance and grease resistance. In the realm of flexible solutions, PHA-based films provide an exceptional oxygen and moisture shield, extending the shelf life of perishables without the need for synthetic additives. For rigid applications, such as injection-molded crates or thermoformed trays, the material’s high heat deflection temperature ensures dimensional stability in both refrigerated and high-heat transit environments. Unlike conventional polyolefins, these components can be processed as “compost-with-contents,” allowing packaging contaminated by organic waste to bypass costly cleaning and enter composting streams directly.

Pivoting to these bio-based solutions allows manufacturers to future-proof their operations against tightening global plastic mandates. By integrating PHA into your logistics framework, you not only reduce fossil-fuel dependency but also eliminate the long-term risk of microplastic accumulation. To evaluate the specific barrier data and manufacturing integration strategies for these formats, explore our comprehensive technical guide:
Conclusion
The industrial transition toward Polyhydroxyalkanoates (PHAs) represents a fundamental shift from material compromise to strategic innovation. As this guide has demonstrated, PHA bioplastics deliver genuine environmental accountability without sacrificing the functional performance required in high-stakes applications. By bridging the gap between renewable feedstocks and certified end-of-life mineralization, these materials offer a definitive “safe harbor” for brands navigating tightening global plastic mandates and carbon-neutrality targets.
Successful integration hinges on selecting the precise PHA pellets tailored to your manufacturing infrastructure. Whether your process involves high-speed injection molding, precision 3D printing, or complex film extrusion, the accessibility of PHA is defined by its operational compatibility. Modern PHA pellets are engineered for “drop-in” readiness, requiring only strategic parameter optimization rather than capital-intensive equipment overhauls. This ease of adoption, combined with the material’s superior thermal and barrier properties, accelerates the transition across the food service, logistics, and consumer goods sectors.
Ultimately, we ensure your commercial viability through robust technical support and a transparent supply chain. As production volumes scale and the cost of inaction rises, partnering with us provides you with the grade-selection expertise and processing benchmarks necessary to eliminate the learning curve and ensure a flawless production launch.