Selecting the right polyethylene (PE) grade is a critical decision that directly impacts your factory’s bottom-line profitability. The wrong resin choice leads to catastrophic product failures, costly production rework, and severe material waste on high-volume conversion lines. For sourcing managers and product developers, making the right decision is not just about material compliance—it is about optimizing your injection molding cycle times, maximizing extrusion yield, and ensuring structural integrity under real-world packaging or industrial loads.
While navigating polyethylene’s extensive grade variants can be challenging due to shifting molecular structures and performance tradeoffs, a structured sourcing approach prevents expensive processing mistakes. This engineering guide bypasses surface-level definitions and provides an actionable selection framework to help you secure the ideal prime resin for your specific manufacturing application.
What is PE Plastic ?
Polyethylene (PE) remains the world’s premier synthetic polymer due to its unmatched value proposition on continuous, high-efficiency production lines. Global manufacturers rely on this base resin because it combines low raw material costs with exceptional chemical resistance and superb processing adaptability across different machinery. Resilient carbon chains form the backbone of this highly versatile material, allowing it to be chemically tailored to meet precise industrial requirements.
Advanced catalysts and manufacturing pressure adjustments allow technicians to modify the resin’s density from ultra-flexible low-density formulations (0.910 g/cm³) to highly rigid, high-density structures (0.965 g/cm³). This unique structural flexibility allows the polymer to transition seamlessly from high-clarity retail packaging films to heavy-duty, load-bearing industrial containers and piping systems.
Fundamental Properties of Polyethylene
Polyethylene exhibits several core characteristics that explain its widespread adoption. The material demonstrates excellent resistance to water, acids, and bases. This chemical stability makes PE suitable for food packaging, chemical storage, and outdoor applications.
- Chemical & Moisture Resistance: Outstanding stability against water, acids, and bases—ideal for chemical storage, geomembranes, and food packaging.
- Thermal Stability: Maintains high tensile strength and flexibility across a wide temperature range, reliably performing from -50°C up to +80°C.
- Electrical Insulation: Excellent dielectric properties, making it the industry standard for wire and cable jacketing.
- Processing Versatility: Easily adaptable to extrusion, blow molding, injection molding, and rotational molding.
The Polyethylene Family Tree: Key Grades at a Glance
The polyethylene family branches into five major grades. Each grade possesses unique molecular characteristics that determine its performance profile. Understanding these differences guides proper material selection for specific applications.
Molecular structure variations create distinct property sets. Branching patterns, chain length, and molecular weight all influence final characteristics. Manufacturing processes using different catalysts and conditions produce these structural variations.
HDPE (High-Density Polyethylene)

High-density polyethylene features minimal branching in its molecular structure. These straight polymer chains pack tightly together. The dense arrangement creates higher crystallinity, typically 60-80%. This tight packing delivers superior strength and rigidity.
The material exhibits excellent tensile strength compared to other PE grades. HDPE resists environmental stress cracking better than branched polyethylene types. Its molecular weight ranges from medium to high, contributing to robust mechanical properties.
HDPE Advantages
- High stiffness and tensile strength for structural applications
- Excellent chemical resistance to acids, solvents, and bases
- Superior impact resistance even at low temperatures
- Good moisture barrier properties for packaging
- Easily recyclable with established recovery systems
- Cost-effective for high-volume production
HDPE Limitations
- Lower flexibility compared to LDPE grades
- Susceptible to stress cracking under certain conditions
- Limited clarity makes it unsuitable for clear applications
- Processing requires higher temperatures than LDPE
- Not ideal for applications requiring extreme flexibility
Common applications include bottles for milk and detergents, industrial containers, and piping systems. The material suits products requiring structural integrity and chemical resistance. Many toys, fuel tanks, and cutting boards also use HDPE for its durability and food safety.
LDPE (Low-Density Polyethylene)

Low-density polyethylene contains significant branching in its polymer chains. These short branches prevent tight packing of molecules. The resulting structure shows lower crystallinity, typically 40-60%. This looser arrangement creates flexibility and transparency.
Manufacturers produce LDPE through high-pressure polymerization processes. The material demonstrates excellent flexibility and toughness. Film applications benefit from its clarity and easy heat-sealing properties. Its lower melting point simplifies processing compared to HDPE.
The molecular structure of LDPE includes both short and long chain branches. These branches interfere with crystallization. The amorphous regions between crystalline zones provide elasticity. This combination delivers the characteristic flexible feel of LDPE products.
- Plastic bags and shopping bags for retail and food service
- Stretch wrap and shrink film for packaging applications
- Flexible bottle squeeze bottles for condiments
- Wire and cable insulation for electrical applications
- Agricultural films for greenhouse and mulch applications
- Frozen food packaging requiring low-temperature flexibility
The material excels in applications demanding flexibility and transparency. Food packaging represents a major use case due to FDA approval and excellent barrier properties. Low-density polyethylene remains stable in contact with food products and withstands freezer temperatures.
LLDPE (Linear Low-Density Polyethylene)

Linear low-density polyethylene combines characteristics of both HDPE and LDPE. The polymer features a linear backbone with short branches. Manufacturers create LLDPE using specialized catalysts including Ziegler-Natta and metallocene catalysts. These catalysts control branch placement and frequency.
The linear structure with controlled branching provides unique properties. LLDPE offers better tensile strength than LDPE while maintaining flexibility. The material demonstrates superior puncture resistance and tear strength. These properties make it ideal for demanding film applications.
Processing Advantages
Linear low-density polyethylene processes efficiently on modern equipment. Extrusion lines run at higher speeds with LLDPE compared to conventional LDPE. The material shows excellent melt strength for blown film applications.
Metallocene catalysts produce LLDPE grades with narrow molecular weight distribution. This uniformity improves optical properties and mechanical performance. Films appear clearer with better gloss than conventional polyethylene films.
Application Benefits
Packaging films represent the primary LLDPE market. Stretch film for pallet wrapping uses LLDPE for its cling and puncture resistance. The material enables down-gauging, reducing material usage while maintaining performance.
Agricultural applications benefit from LLDPE’s toughness and UV resistance. Greenhouse films and silage bags utilize this grade. The linear structure resists tearing better than branched low-density polyethylene alternatives.
UHMWPE (Ultra-High Molecular Weight Polyethylene)
Ultra-high molecular weight polyethylene represents the extreme end of the PE spectrum. Molecular chains in UHMWPE contain millions of repeating units. This exceptional chain length creates extraordinary properties not found in conventional polyethylene grades.
The material demonstrates remarkable abrasion resistance. UHMWPE outperforms carbon steel in wear resistance by a factor of ten. Its low coefficient of friction rivals that of PTFE. These characteristics make it valuable for moving parts and sliding applications.
Impact resistance reaches exceptional levels in UHMWPE. The material absorbs tremendous energy without fracturing. This property enables use in ballistic protection and safety equipment. The long polymer chains dissipate impact forces effectively across the molecular structure.
Critical UHMWPE Characteristics
Molecular Weight: Exceeds 3 million g/mol, compared to 200,000-500,000 for conventional PE grades. This massive molecular size creates unique processing challenges and exceptional performance properties.
Processing Limitations: Cannot be processed by conventional melt methods. Requires compression molding or ram extrusion. These specialized processes add cost but deliver unmatched performance for demanding applications.
Medical applications utilize UHMWPE extensively. Joint replacement components, particularly in knee and hip implants, use this material. Its biocompatibility and wear resistance extend implant life. The material functions reliably within the human body for decades.
PEX/XLPE (Cross-linked Polyethylene)

Cross-linked polyethylene undergoes chemical or physical treatment that bonds polymer chains together. This cross-linking process creates a three-dimensional molecular network. The structure prevents melting and enhances high-temperature performance significantly.
Three primary methods create cross-linking in polyethylene. Peroxide cross-linking (PEX-a) uses chemical initiators during processing. Silane cross-linking (PEX-b) occurs through moisture cure after extrusion. Radiation cross-linking (PEX-c) employs electron beam treatment to form bonds between chains.
The cross-linked molecular structure delivers superior heat resistance. XLPE cables operate continuously at higher temperatures than conventional polyethylene insulation. The material maintains dimensional stability and electrical properties under thermal stress.
| PEX Type | Cross-linking Method | Cross-link Degree | Primary Applications |
| PEX-a | Peroxide (Engel method) | 70-89% | Radiant heating, plumbing |
| PEX-b | Silane (moisture cure) | 65-70% | Plumbing, hydronic systems |
| PEX-c | Electron beam radiation | 60-70% | Cost-effective plumbing |
| XLPE (cables) | Peroxide or radiation | 60-85% | Power cables, insulation |
Plumbing applications extensively use PEX tubing. The material resists corrosion and scale buildup. PEX handles freeze-thaw cycles better than copper or CPVC pipes. Installation costs less due to flexibility and simplified fittings.
Electrical cable insulation represents another major XLPE application. High-voltage power cables use cross-linked polyethylene for superior dielectric properties. The material operates reliably at temperatures up to 90°C continuously, with emergency ratings reaching 130°C.
Comprehensive Comparison: HDPE vs LDPE vs LLDPE
Choosing between HDPE, LDPE, and LLDPE requires understanding how molecular architecture directly governs physical properties, processing behavior, and total manufacturing costs.
Match the Resin to Your Processing Machinery
A grade can be chemically perfect, but if it doesn’t flow correctly through your machine’s barrel, it will ruin your cycle times. You must verify:

- The Sourcing Anchor — Melt Flow Index (MFI): This is the single most critical parameter for processing compatibility.
- Low MFI (High Viscosity, e.g., < 10g/10min): Essential for Blown Film Extrusion and Blow Molding because the melted plastic needs high melt strength to hold its shape (bubble or parison) before cooling.
- High MFI (Low Viscosity, e.g., > 10g/10min): Critical for Injection Molding to quickly and completely fill multi-cavity complex molds without high injection pressures.
- Equipment Capacity: Ensure your extruder zones can hit the 120℃ -130℃ melting thresholds required for HDPE without causing degradation or excessive tool wear.
Molecular Architecture Differences
The molecular structure fundamentally determines each polymer’s behavior. HDPE chains contain minimal branching, allowing tight packing. This creates high crystallinity between 60-80%. The dense structure delivers maximum strength and stiffness among polyethylene grades.
LDPE exhibits extensive short and long chain branches. These branches prevent close packing of molecules. Crystallinity drops to 40-60%. The looser structure provides flexibility and transparency but reduces tensile strength significantly.
LLDPE combines a linear backbone with short, uniform branches. Metallocene catalysts enable precise control over branch placement. This architecture delivers a balance between strength and flexibility. Crystallinity typically ranges from 35-50%.
Physical and Mechanical Property Comparison
Physical properties vary significantly across these three grades. Density represents the most obvious difference. HDPE’s tight molecular packing creates density of 0.941-0.965 g/cm³. LDPE measures 0.910-0.925 g/cm³. LLDPE falls between at 0.915-0.925 g/cm³.
| Property | HDPE | LDPE | LLDPE | Sourcing & Engineering Significance |
| Molecular Architecture | Linear chains with minimal branching | Extensive short and long chain branching | Linear backbone with short, uniform branches | Fundamentally governs crystallinity, density, and downstream mechanical behavior. |
| Crystallinity | 60% – 80% | 40% – 60% | 35% – 50% | Higher molecular order directly drives higher stiffness and tensile strength. |
| Density (g/cm³) | 0.941 – 0.965 | 0.910 – 0.925 | 0.915 – 0.925 | Governs total part weight, moisture barrier efficiency, and top-load packing strength. |
| Tensile Strength (MPa) | 26 – 33 | 8 – 12 | 12 – 17 | Critical benchmark for structural load-bearing capacity and pressure resistance. |
| Elongation at Break (%) | 300 – 600 | 400 – 800 | 500 – 900 | Direct indicator of material ductility, flexibility, and deep-draw elasticity. |
| Melting Point (°C) | 120 – 130 | 105 – 115 | 115 – 125 | Defines processing temperature window, cycle times, and upper thermal limits. |
| Tear & Puncture Resistance | Good | Fair | Excellent | Crucial for down-gauging strategies in high-speed commercial film extrusion. |
| Optical Clarity | Translucent | Clear | Clear to translucent | Determines aesthetic suitability for consumer-facing transparent packaging. |
| Flexibility | Rigid | Very flexible | Flexible | Dictates part behavior under dynamic loads (e.g., rigid piping vs. squeeze tubes). |
Chemical and Environmental Resistance
- Chemical Inertness: All three standard grades offer outstanding resistance to acids, bases, and aqueous solvents, preventing material degradation in aggressive containment environments.
- Moisture Barrier: HDPE provides the lowest Moisture Vapor Transmission Rate (MVTR) due to its highly crystalline, tightly packed molecular structure, maximizing product shelf life.
- ESCR Risk: Environmental Stress Crack Resistance varies dramatically; highly branched LDPE and short-chain LLDPE deliver superior ESCR, whereas rigid HDPE carries higher intrinsic stress-crack risks in surfactant or oil exposure.
- UV Weathering: Unprotected PE degrades rapidly under solar radiation; outdoor formulations require targeted compound tracking with Carbon Black or HALS (Hindered Amine Light Stabilizers) to prevent embrittlement.
Application-Specific Performance Characteristics
HDPE | Packaging Dominance
- Pros: Rigidity, high top-load strength, excellent barrier.
- Apps: Drums, chemical containers, crates, pipes, milk/detergent bottles.
- Anchor: Requires dimensional stability, stacking strength, and ESCR.
LDPE | Flexible Excellence
- Pros: High flexibility, optical clarity, good melt strength (easy sealing).
- Apps: Retail bags, lamination films, squeeze bottles, flexible tubing, cable insulation.
- Anchor: Requires stable bubble geometry, low-temp sealing, and high aesthetics.
LLDPE | Film Dominance
- Pros: High puncture/tear resistance, down-gauging capability.
- Apps: Stretch wrap, pallet liners, agricultural films, geomembranes.
- Anchor: Requires transport protection (no tears) and cost reduction via thinner films.
Cost and Processing Considerations
Material costs vary based on production methods and market conditions. HDPE typically costs slightly less per pound than LDPE. LLDPE pricing falls between the two, though metallocene grades command premium prices for their enhanced properties.
Processing costs reflect equipment requirements and cycle times. LDPE processes at lower temperatures, reducing energy costs. HDPE requires higher temperatures but produces stiffer products with less material. LLDPE processes efficiently and enables down-gauging in film applications.
Yield and scrap rates impact total manufacturing costs. LLDPE’s superior tear resistance reduces film breaks during processing. This improves line efficiency and reduces waste. HDPE’s rigidity simplifies handling in bottle and container production.
Need Help Choosing Between HDPE, LDPE, or LLDPE?
Our polyethylene specialists analyze your requirements and recommend the optimal grade for your application. Submit your project details for a personalized material recommendation.
How to Select the Right PE Grade for Your Project?
Selecting the appropriate polyethylene grade requires systematic analysis of project requirements. A structured approach prevents costly mistakes and ensures optimal material performance. This decision-making process considers multiple factors simultaneously.
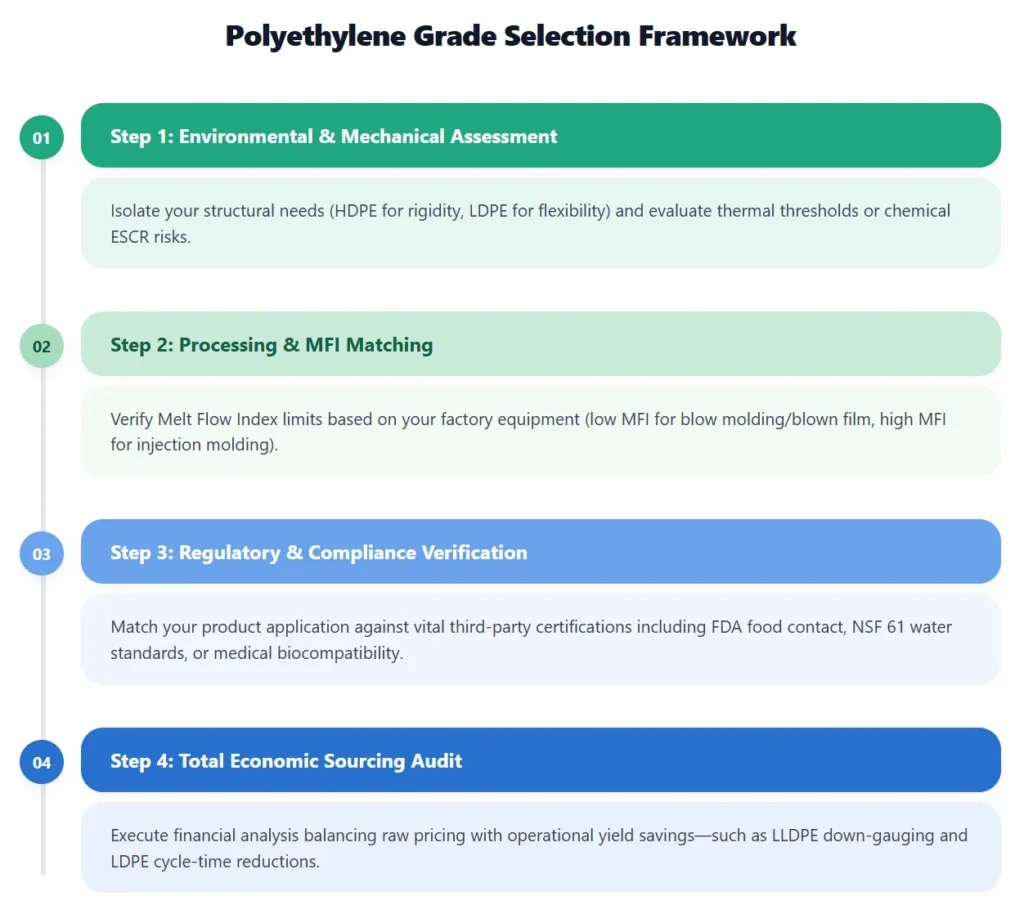
Define Your Application Requirements
Start by documenting specific performance requirements. What mechanical properties does your product demand? Consider tensile strength, flexibility, impact resistance, and stiffness. These fundamental characteristics eliminate unsuitable grades immediately.
Environmental conditions significantly influence material selection. Operating temperature ranges determine grade suitability. Will products face extreme cold or heat? Low temperatures require materials that resist brittle failure. High temperatures demand grades with adequate melting points.
Critical Selection Questions
Ask yourself these essential questions before selecting a PE grade:
- Thermal Exposure: Standard PE grades operate reliably between -50℃ and +80℃. If your project involves continuous hot-water delivery or high-voltage electrical stress, bypass standard thermoplastics and cross-link into PEX or XLPE to prevent thermal melting.
- Structural vs Flexible Load: Does the part need to hold its shape under load? Choose HDPE for its tight crystalline structure and 26 – 33MPa tensile strength. If the product must bend or compress without stress-cracking (e.g., a squeeze tube), pivot to LDPE.
- Chemical Environment: While all polyethylene offers excellent resistance to common acids and bases, branched grades (LDPE) are more susceptible to Environmental Stress Cracking (ESCR) when exposed to certain surfactants, oils, or alcohols.
Verify Regulatory and Safety Certifications
Resin compliance cannot be an afterthought. Always match your application to certified prime virgin resins:
- Food Contact: Packaging for frozen foods, condiments, or fresh dairy requires explicit FDA-compliant resin formulations.
- Potable Water Systems: Pipes, fittings, and water-handling components must carry NSF/ANSI Standard 61 certification to ensure zero toxic leaching.
- Medical & Pharmaceutical: Critical components like orthopedic joint implants require highly specific UHMWPE biocompatible grades backed by rigorous traceability documentation.
Run a Total Economic Sourcing Audit
Material cost per ton is a deceptive metric. True manufacturing profitability relies on yield efficiency:
- The Down-Gauging Dividend: If you are a film manufacturer, choosing a premium metallocene-catalyzed LLDPE (mLLDPE) allows you to reduce film thickness by 20% to 30% while achieving superior puncture resistance. You buy fewer total tons of resin to produce the same volume of finished product.
- Cycle-Time Optimization: Lower-density grades like LDPE melt at lower temperatures (105℃ – 115℃), which can drastically slash energy bills and speed up mold cooling cycles, expanding your hourly plant throughput.
Talk to a Polyethylene Selection Expert
Navigate complex grade selection with confidence. Our materials engineering team provides expert consultation tailored to your specific application requirements.
Formulation Issues & Limitations to Consider
Even when the correct Polyethylene grade is chosen based on density and molecular weight, raw resin conversion frequently runs into real-world factory floor bottlenecks. As a high-volume polymer distributor, we don’t just sell resins—we help you troubleshoot production.
Below are the critical thermal, mechanical, and dimensional limitations of polyethylene formulations, alongside actionable engineering workarounds.

Thermal Degradation & Processing Stability
Polyethylene is inherently sensitive to thermo-oxidative degradation when sheared inside an extruder barrel at elevated temperatures.
- The Technical Risk: Exceeding PE’s thermal ceiling causes chain scission, drastically dropping the polymer’s molecular weight and breaking down its mechanical properties. Visually, this manifests as product yellowing, structural brittleness, or the formation of hard “gels” (micro cross-linked specs) that rupture blown films.
- Engineering Window: Standard processing profiles should be rigidly maintained between 180°C and 240°C. Avoid letting the melt rest in heated zones during line stoppages; extended residence times degrade the material just as severely as sharp temperature spikes.
- Formulation Workaround: Standard prime resins require secondary stabilization. For regrind loops or high-shear processing, our laboratory recommends a synergistic blend of Primary (Phenolic) Antioxidants for long-term thermal protection and Secondary (Phosphite) Antioxidants to safeguard the melt during extrusion.
Environmental Stress Cracking Resistance (ESCR)
Environmental Stress Cracking is one of the most common causes of premature field failure in durable polyethylene goods.
The Technical Risk
When a molded PE part is subjected to internal or external mechanical stress while simultaneously contacting chemical agents (such as surfactants, alcohols, oils, or industrial detergents), it will develop brittle micro-cracks without expanding or stretching.
Grade Vulnerability
Due to its linear chains and high crystallinity, HDPE is inherently more prone to ESCR than LLDPE. Blow-molded household chemical bottles and industrial drainage pipes face the highest risk.
Formulation Workaround
To prevent catastrophic container failure, specify high-molecular-weight HDPE grades with a narrow molecular weight distribution (MWD) or introduce mLLDPE blends to absorb dynamic localized stresses.
Mold Shrinkage & Dimensional Warpage
Polyethylene undergoes significant volumetric contraction as it transitions from an amorphous melt into a highly ordered crystalline solid.
- The Technical Risk: PE exhibits a massive mold shrinkage rate ranging from 1.5% to 4.0%. Because HDPE packs more tightly into crystalline zones, its shrinkage rate is significantly higher than that of low-density LDPE.
- Differential Shrinkage: Thicker geometric walls cool slower than thin walls, creating localized crystalline discrepancies. This uneven contraction introduces severe internal residual stress, leading to part warpage, sink marks, and dimensional distortion.
- Processing Diagnostics: To minimize warpage, engineers must carefully manage tool temperatures and maximize packing pressures. Slower, uniform cooling schedules reduce the speed of crystallization, stabilizing final tolerances before part ejection.
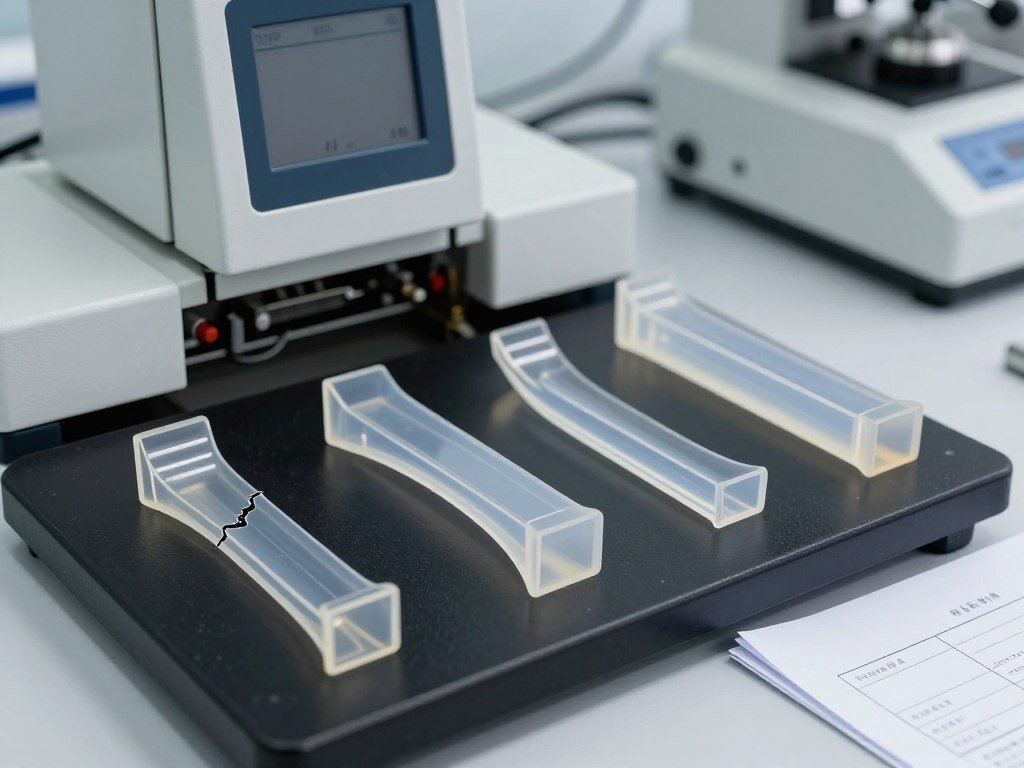
Weld Line Weakness & Low-Temperature Performance
- Weld Line Orientation: In complex multi-gate injection molding, separate molten plastic fronts meet to form a “weld line.” Because polymer chains fail to completely intertwine across this boundary, the weld line typically retains less than 60% of the bulk material’s impact strength. This weakness is exacerbated if the formulation uses heavy mineral fillers.
- Low-Temperature Brittleness: While standard polyethylene maintains excellent cold-weather performance compared to polypropylene, extreme sub-zero environments still risk brittle fracture under high dynamic impact loads. Outdoor infrastructure in cold climates requires targeted modification with elastomeric impact modifiers or specialized nucleating agents to refine crystalline structures.
Master Batch & Formulation Checklist
When compounding or introducing masterbatches to solve these processing limitations, ensure your production managers adhere to these baseline industry protocols:
| Additive Category | Primary Industrial Function | Sourcing Watch-Outs |
| Antioxidants | Prevents melt degradation & yellowing | Must be rated for multi-pass extrusion recycling. |
| UV Stabilizers (HALS) | Inhibits polymer breakdown from sunlight | Critical for outdoor piping; often combined with Carbon Black. |
| Slip & Anti-Block Agents | Lowers film-to-film friction on winding lines | Excessive migrating slip agents can ruin post-print ink adhesion. |
| Nucleating Agents | Speeds up cooling & shortens cycle times | Slightly increases overall mold shrinkage; tools must adapt. |
Sustainability & Future Trends in PE Selection
The criteria for selecting polyethylene grades have expanded far beyond structural properties and raw per-ton pricing. Tightening global mandates on single-use plastics, corporate ESG targets, and technical breakthroughs in molecular design are transforming industrial supply chains.
Navigating the Circular Economy & Green Mandates
With major economic zones heavily penalizing non-recyclable structural materials, blending sustainable resins is no longer optional.
Sourced from used household items like milk jugs. Excellent for lowering carbon footprints.
Note: Requires evaluation of color consistency and odor profile.
Diverted from factory floor scrap. Offers highly stable Melt Flow Indices (MFI) and superior molecular cleanliness.
Application: An ideal drop-in choice for extrusion lines.
|
ZERO EQUIPMENT MODIFICATION |
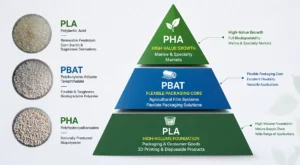
Bio-Based Polyethylene (Bio-PE)
For premium packaging applications where post-consumer resin cannot be used due to strict food-contact regulations, Bio-PE represents the ultimate solution. Manufactured from sugarcane ethanol feedstocks rather than fossil fuels, Bio-PE features an identical molecular architecture to traditional PE. It requires zero parameter re-tuning during blow molding or film extrusion. |
Regulatory Landscapes & Compliance
| Resin Grade Type | Sourcing Status | Best Downstream Application |
| Prime Virgin PE | High Carbon Baseline | Medical Devices, High-Pressure Gas Piping |
| Certified PCR | Eco-Compliant | Industrial Drums, Logistics Pallets, Trash Liners |
| Bio-PE (Ethanol) | Zero Carbon Footprint | Food-Contact Film, Luxury Cosmetic Bottles |
Advanced Catalysts & High-Performance Compounding
|
30%
Thickness Reduction
|
The Metallocene Revolution (mLLDPE)
Single-site metallocene catalysts have completely disrupted the flexible packaging sector. By producing an exceptionally narrow molecular weight distribution, Metallocene LLDPE (mLLDPE) provides immense puncture resistance. This allows film manufacturers to execute down-gauging strategies—reducing film thickness by up to 30% while retaining structural integrity.
|
Through the use of targeted compatibilizers, engineers can now seamlessly alloy Polyethylene with Polypropylene (PP).
→ Automotive lightweighting & battery casings
Introducing nano-scale mineral reinforcements into conventional HDPE matrices drastically increases barrier protection against gas transmission.
→ 100% recyclable mono-material structures
Conclusion
Mastering polyethylene selection balances the distinct properties of HDPE, LDPE, and LLDPE against your exact structural and environmental demands. Achieving this balance requires product developers to look beyond superficial density metrics and evaluate how molecular chain branching dictates long-term part performance. While high-crystallinity configurations maximize mechanical stiffness and top-load capacity on high-volume production lines, highly branched or linear low-density variants remain indispensable for applications requiring superior elongation, puncture resistance, and environmental stress crack resistance (ESCR).
Ultimately, selecting the optimum PE resin requires cross-referencing these basic physical benchmarks with real-world conversion parameters like MFI, processing temperatures, and mold shrinkage. Matching the raw material chemistry to your specific conversion machinery is the only way to safeguard your production yield. Missing a single technical variable leads to component deformation, severe material waste, or catastrophic failure under structural loads.
Partner with Polyethylene Material Experts
Don’t risk project failure with incorrect material selection. Our experienced team provides comprehensive support from grade selection through production optimization. We ensure your polyethylene choice delivers optimal performance, cost efficiency, and market success.
Available Monday-Friday, 9:00 AM – 6:00 PM SGT
Why Choose Our Polyethylene Expertise?
- 30+ years of polymer materials engineering experience
- ISO-certified testing laboratory for comprehensive analysis
- Direct relationships with major PE resin manufacturers
- Proven track record across diverse industries
- Custom formulation development capabilities
- Processing optimization and troubleshooting support
- Regulatory compliance guidance and documentation
- Sustainability consulting for circular economy solutions
Frequently Asked Questions About Polyethylene (PE)
Is polyethylene PE food safe?
Yes, specific compliance grades of polyethylene are widely considered food safe and are fully approved by regulatory bodies like the FDA for direct food contact. High-Density Polyethylene (HDPE) and Low-Density Polyethylene (LDPE) are industry standards for food packaging, milk jugs, and squeeze bottles because they are chemically inert and do not leach harmful substances under normal use conditions.
However, downstream processors must always verify that the specific resin lot is certified for food contact, as certain industrial or recycled grades may contain non-approved additives.
Is polyethylene PE toxic?
In its solid, virgin polymer form, polyethylene is completely non-toxic and biocompatible. It does not react with biological tissues, which is why it is specified for medical devices and food packaging.
However, processing hazards can arise if PE is severely overheated or sheared during extrusion; excessive temperatures can release irritating thermal degradation fumes or carbon monoxide.
Additionally, any potential toxicity in a finished part typically stems from specific compounding additives—such as heavy-metal pigments or legacy stabilizers—rather than the base PE resin itself.
What is stronger, PE or PVC?
Rigid PVC (Polyvinyl Chloride) is significantly stronger and harder than Polyethylene (PE) when measuring ultimate tensile strength, structural modulus, and surface hardness. PVC withstands much higher static mechanical loads, making it the preferred choice for load-bearing pressure pipes.
However, PE is vastly superior in flexibility, ductility, and low-temperature impact resistance. While PVC is “stronger” in terms of rigidity, PE is substantially “tougher” and will flex rather than undergo brittle catastrophic fracturing under dynamic impact or shifting stresses.
Polyethylene (PE) is Used Primarily for What?
Polyethylene is used primarily for packaging applications, which represent the largest sector of its global market demand. This is divided into flexible packaging (such as high-clarity grocery bags, agricultural mulch films, heavy-duty shipping liners, and stretch wraps typically utilizing LDPE/LLDPE) and rigid packaging (including blow-molded chemical drums, consumer detergent bottles, and structural caps using HDPE).
Beyond packaging, PE is heavily relied upon for critical infrastructure, including corrosion-resistant municipal water lines, gas distribution piping systems, and geomembrane liners.