The shift toward bio-based polymers has positioned Polylactic Acid (PLA) as a practical alternative to petroleum-based plastics. For manufacturers and procurement teams, the primary concern is not material availability, but performance predictability under real-world conditions.
The key question remains: How does PLA behave outside controlled environments? This uncertainty directly affects product shelf life, regulatory compliance, and end-of-life claims. Verifying these parameters is essential to ensure that sustainability claims remain technically accurate and legally defensible.
Is PLA Biodegradable Plastic? Biodegradability vs Compostability Explained
While the terms are often used interchangeably, understanding why PLA is compostable specifically under industrial conditions is critical for accurate environmental labeling.
Determining whether Polylactic Acid (PLA) is biodegradable requires a technical distinction between theoretical biological potential and practical industrial reality. For procurement decision-makers, this nuance is the difference between a high-performance sustainable solution and a potential regulatory liability.
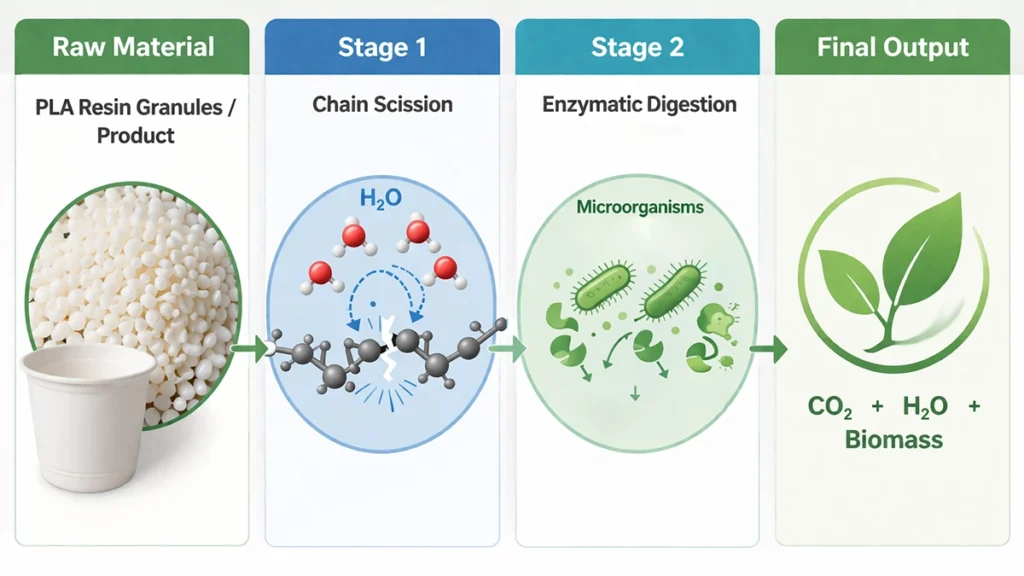
Mechanisms of Biological Breakdown
PLA degradation follows a two-stage mechanism. The first stage is abiotic hydrolysis, where water reduces molecular weight. The second stage is microbial assimilation, where microorganisms convert degraded fragments into natural byproducts.
The rate of degradation increases significantly near the glass transition temperature.
Industrial Composting: The Performance Benchmark
Industrial composting provides the controlled conditions required for efficient PLA degradation. Temperatures between 55°C and 65°C enable complete breakdown within 45–90 days.
These conditions are necessary to achieve full mineralization without harmful residues.
- Degradation Velocity: Complete mineralization typically occurs within 45–90 days.
- Regulatory Compliance: High-quality resins meet stringent global standards, including EN 13432 (Europe) and ASTM D6400 (USA), ensuring no ecotoxic residues remain in the soil.
Environmental Persistence in Natural Conditions
In natural environments, PLA degradation is significantly slower. Soil and marine conditions lack the temperature required to accelerate hydrolysis.
As a result, PLA may persist for several years outside industrial composting systems. This distinction is critical for accurate environmental claims.
- Marine Impact: Seawater temperatures are insufficient to trigger rapid breakdown, leading to persistence levels comparable to conventional polyolefins.
- Soil Burial: Untreated PLA can remain stable for years in standard soil conditions, a characteristic that is advantageous for durable applications but requires specialized end-of-life management for disposables.
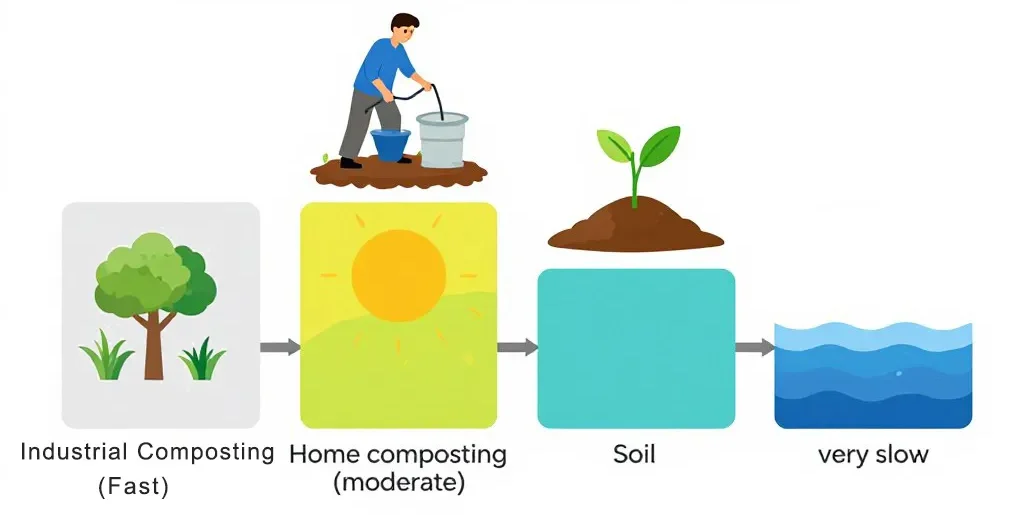
| Environment | Temperature | Est. Degradation Time | Practical Suitability |
| Industrial Compost | 55–65°C | 45–90 Days | Optimal Recovery Path |
| Home Compost | 20–40°C | 1–2 Years | Variable; Grade Dependent |
| Soil Burial | Ambient | 5–20+ Years | Durable Goods / Technical Textiles |
| Marine/Ocean | 4–15°C | Decades | Not Recommended for Dispersion |
Global Standards and Certifications for Manufacturers
For export-oriented manufacturers, aligning with international certification frameworks is a prerequisite for market entry. These benchmarks provide the legal defensibility required to navigate the stringent “Green Claims” legislation in major economies.
- EN 13432 for the European market
- ASTM D6400 for the United States
- AS 4736 for Australia
These certifications validate compostability and ensure regulatory acceptance.
The Commercial Value of "OK Compost" and "BPI" Labels
Beyond technical validation, these labels function as commercial catalysts. In a competitive landscape, a product bearing an independently verified compostability mark commands a premium and reduces the risk of “greenwashing” litigation.
For manufacturers, the investment in these certifications—which can exceed $20,000 per product—starts with the selection of a high-purity resin. Our PLA grades are pre-tested to meet the core requirements of ASTM D6400 and EN 13432, significantly de-risking your final certification process and accelerating your time-to-market.
📌 Pro Tip for Food Packaging Manufacturers: While certifications like EN 13432 ensure environmental compliance, using PLA for food contact requires meeting specific safety benchmarks (FDA/EU 10/2011).
Read our specialized guide: Is PLA Food Safe? A Guide for 3D Printing and Packaging Applications to ensure your products meet all regulatory migration limits and hygiene standards.
What is PLA Made Of? Chemical Structure & Renewable Production
PLA is a thermoplastic polyester derived from 100% renewable biomass, typically fermented plant sugars from corn, sugarcane, or cassava. Its chemical structure is characterized by recurring ester groups. This molecular backbone differentiates PLA from conventional polyolefins (like PE or PP), providing it with unique polar properties and susceptibility to controlled degradation.

Advanced Synthesis: The Lactide Advantage
The quality of PLA resin depends heavily on the polymerization method. High-purity industrial PLA is produced via the Ring-Opening Polymerization (ROP) of Lactide.
This process offers two critical advantages for manufacturers:
- Thermal Stability: The lactide intermediate stage allows for the removal of volatiles and residual monomers that would otherwise cause “smoke” or melt viscosity fluctuations during high-speed extrusion.
- Stereochemical Tailoring (L/D Ratios): By adjusting the ratio of L-lactide to D-lactide, we can control the crystallization rate. High L-content resins provide higher melting points and better heat resistance, while D-content adjustments allow for better clarity and processing flexibility in films.
Technical Performance & Engineered Grades
Standard PLA exhibits mechanical strength comparable to PET and Polystyrene (PS). However, successful industrial application requires selecting a grade engineered for specific thermal and impact requirements.
Standard Physical Constants
- Tensile Strength: 50–70 MPa
- Glass Transition Temperature (Tg): 55–65°C
- Melting Point (Tm): 155–180°C (subject to crystallinity)
- Density: 1.24–1.26 g/cm³
Engineering the Material: Modification Clusters
Because standard PLA is inherently brittle and heat-sensitive, we provide modified grades to meet demanding industrial specifications:
- High-Heat Grades: By incorporating advanced nucleating agents, the Heat Deflection Temperature (HDT) can be raised from 55°C to 85–90°C, making it suitable for hot coffee lids and microwaveable containers.
- Impact-Modified Grades: These grades are blended with biodegradable elastomers to increase toughness, achieving an Izod Impact Strength that rivals ABS, suitable for consumer electronics and automotive interiors.
- Specialty Copolymers: Optimized for specific shrinkage and transparency needs, ideal for precision 3D printing filaments and high-clarity shrink wrap.
🛠️ Technical Selection Guide: Choosing between medical-grade high purity and industrial-impact modified resins requires a deep understanding of your end-product’s requirements.
Explore our deep dive: Selecting the Right Polylactic Acid Plastic for Your Application to match your specific production method with the optimal resin grade.
Not sure which PLA grade fits your application?
Our technical team can recommend the optimal formulation based on your processing method, mechanical requirements, and target market regulations.
Processing & Application: From Resin Granules to High-Value Products
The transition from Polylactic Acid (PLA) resin to finished goods leverages existing thermoplastic infrastructure, providing a drop-in sustainable solution for modern manufacturing. Achieving peak mechanical performance, however, necessitates precise control over rheological parameters and thermal history.
The Criticality of Drying
PLA is highly hygroscopic (absorbs moisture from the air). Even a small amount of residual moisture can cause hydrolytic degradation during the melt phase, leading to a loss of molecular weight and brittle final products.
Requirement: Resins must be dried at 60–80°C for 2–4 hours to reach a moisture level below 250 ppm before processing.

Conversion Methods
Precision Injection Molding

Ideal for rigid packaging and technical components, PLA exhibits excellent flow characteristics.
- Thermal Parameters: Melt temperatures typically range from 180–210°C.
- Crystallinity Management: Utilizing mold temperatures between 25–60°C allows manufacturers to balance cycle times with structural rigidity.
High-Speed Extrusion and Thermoforming

PLA sheet extrusion produces high-clarity materials for the food service industry.
- Optical Excellence: The material’s superior clarity and printability make it an ideal replacement for PET in cold-fill trays and clamshells.
- Film Performance: Blown or cast films offer excellent dead-fold properties and heat-seal strength for flexible pouch applications.
Advanced Additive Manufacturing (3D Printing)

As the industry standard for FDM filament, PLA provides exceptional dimensional stability and minimal warping. Its predictable cooling rates enable high-speed printing of functional prototypes and consumer goods.
| Category | Primary Method | Technical Advantage | Thermal Threshold |
| Cold Food Packaging | Thermoforming | High clarity; PET-like rigidity | < 50°C (Standard) |
| Hot-Fill Solutions | Modified Injection | Enhanced HDT via nucleating agents | Up to 85°C (Modified) |
| Technical Textiles | Melt Spinning | High moisture-wicking; soft hand-feel | Standard processing |
| Agri-Films | Blown Film | Soil-safe biodegradation | Seasonal ambient use |
Performance Optimization Strategies
Standard PLA properties can be significantly enhanced through targeted modification:
- Heat Resistance: Incorporating nucleating agents accelerates crystallization during the cooling phase, enabling the material to withstand hot-fill temperatures up to 90°C.
- Impact Modification: Blending with biodegradable elastomers improves fracture toughness, making the material suitable for durable consumer electronics and automotive interiors.
- Barrier Enhancement: Advanced multi-layer co-extrusion techniques further reduce moisture and oxygen permeability for extended shelf-life requirements.
Need support optimizing processing parameters?
We provide detailed processing guidelines and on-site technical support to ensure stable production performance.
End-of-Life Pathways: Circular Economy & LCA Perspectives
The environmental integrity of Polylactic Acid (PLA) depends on established resource recovery pathways. For manufacturers, navigating these options is essential for fulfilling ESG commitments and optimizing the material’s Life Cycle Assessment (LCA) profile.
Mechanical vs. Chemical Recycling: Closing the Loop
Mechanical recycling is suitable for clean industrial waste, while chemical recycling allows depolymerization into lactic acid, enabling closed-loop material reuse.
- Mechanical Recycling: This pathway involves sorting, grinding, and re-melting. While energy-efficient for industrial scrap, mechanical recycling can lead to molecular weight degradation over multiple cycles. It is most effective in closed-loop systems where material purity is strictly maintained.
- Chemical Recycling (Depolymerization): This represents the frontier of PLA circularity. Through controlled hydrolysis, PLA is broken down into its original lactic acid monomers. These monomers are then purified and repolymerized into virgin-quality resin. This process eliminates the “downcycling” issues associated with traditional plastics, allowing for infinite recycling without loss of mechanical properties.
Life Cycle Assessment (LCA): PLA vs. PP and PET
A rigorous Life Cycle Assessment reveals the structural environmental advantages of PLA compared to conventional polyolefins (PP) and polyesters (PET).
- Carbon Footprint: PLA exhibits a significantly lower Global Warming Potential (GWP). Because the feedstock captures atmospheric CO₂ during growth, the “cradle-to-gate” emissions are typically 50–80% lower than those of fossil-based PET.
- Fossil Resource Depletion: Shifting to PLA reduces reliance on finite petroleum resources. LCA data confirms that PLA production consumes approximately 25–45% less non-renewable energy than PP.
- Biogenic Carbon Cycle: Unlike PET, which releases geologically sequestered carbon during incineration, PLA releases biogenic carbon, maintaining a balanced atmospheric carbon cycle.
| Metric | Polylactic Acid (PLA) | Polyethylene Terephthalate (PET) | Polypropylene (PP) |
| Feedstock Origin | 100% Renewable | Fossil-based | Fossil-based |
| GWP (kg CO₂ eq) | 0.5 – 1.6 (Low) | 2.5 – 3.5 (High) | 1.8 – 2.5 (Medium) |
| Primary Recovery | Composting / Chemical | Mechanical | Mechanical |
| End-of-Life Value | High (Monomer Recovery) | Moderate (Downcycling) | Moderate |
Strategic Infrastructure Integration
Achieving these LCA benefits requires a systemic approach to waste management. We assist our partners in implementing Extended Producer Responsibility (EPR) strategies by providing the technical documentation and certifications (BPI, DIN CERTCO) necessary for global market acceptance.
💡 Deep Dive: Beyond Biodegradability
While biodegradability is a key feature, recycling PLA offers an even higher circular economy value. Explore our PLA Recycling: A Comprehensive Guide to Sustainable Material Solutions to learn how mechanical and chemical recycling can further reduce your carbon footprint.
Conclusion

Successful implementation of PLA depends on selecting the right material grade, ensuring processing stability, and aligning with regulatory requirements.Each application presents different technical challenges. Early-stage material selection plays a critical role in reducing development time and avoiding costly production issues.
If you are evaluating PLA for your project, we can support you with:
- Grade selection based on your application
- Technical data sheets and compliance documentation
- Sample materials for testing
- Pricing and supply information
Contact us today to discuss your requirements. Our team will provide a tailored solution based on your specific needs.
Ready to Optimize Your Material Pipeline?
For detailed specifications, sample requests, or pricing information, contact our technical team directly.
We typically respond within 24 hours with:
- Recommended PLA grades
- Technical data sheets (TDS)
- Application-specific processing advice
Frequently Asked Questions About PLA Biodegradability
Q:How long does it take for plastic to biodegrade compared to PLA?
A:Conventional plastics (PE/PET) take 450–1,000 years. While the timeline is environment-dependent, PLA is compostable in industrial facilities within 45–90 days. In natural soil, it remains functionally stable for several years.
Q:Is PLA biodegradable or compostable—what’s the difference?
A:The distinction lies in the regulatory timeframe and performance standards.
- Biodegradable is a broad term referring to the inherent microbial potential to convert a material into CO₂ and water.
- Compostable is a certified performance benchmark (e.g., EN 13432 or ASTM D6400). It guarantees that the resin will disintegrate within 12 weeks and biodegrade within 6 months in industrial conditions without harmful ecotoxicity.
Q:Is PLA biodegradable in nature or natural environments?
A:In natural ecosystems at ambient temperatures, PLA demonstrates high persistence. The hydrolysis rate at temperatures below 40°C is insufficient for meaningful polymer breakdown. Consequently, PLA should be treated as a managed technical material and not a solution for littering; its environmental value is only realized through structured waste management.

