



FAQ: PE vs PP Selection Questions

What is polyethylene and polypropylene used for?
Polyethylene serves packaging, containers, pipes, and films across multiple industries. HDPE appears in milk jugs, detergent bottles, and water pipes. LDPE dominates plastic bags, squeeze bottles, and flexible films. Both materials work well for food packaging, chemical storage, and consumer products.
Polypropylene finds use in automotive parts, medical devices, and rigid packaging. The material forms battery cases, interior trim, and under-hood components in vehicles. Medical applications include syringes, laboratory equipment, and sterilizable containers. Consumer products use PP for food containers, living hinges, and appliance components.
Singapore’s manufacturing sector employs both materials extensively. Electronics packaging relies on polyethylene for protective films and antistatic bags. Medical device production uses polypropylene for autoclavable components and diagnostic equipment housings. Food service applications span both materials based on temperature and stiffness requirements.
Is PP and PE plastic safe?
Both polypropylene and polyethylene qualify as safe plastics for most applications. They contain no inherent toxic components when properly manufactured from virgin resins. Regulatory agencies worldwide approve these materials for food contact use.
Food-grade polyethylene and polypropylene meet FDA regulations in the United States. They comply with EU Regulation 10/2011 for food contact materials. Singapore’s Food Regulations permit both materials for food packaging and containers when formulated appropriately.
Material safety depends on proper formulation and processing. Additives, colorants, and stabilizers must meet regulatory requirements for intended use. Recycled content requires careful control to prevent contamination. Suppliers provide compliance documentation confirming food contact suitability.
Medical device applications undergo rigorous biocompatibility testing. ISO 10993 standards govern material evaluation for medical use. Both PE and PP grades pass these tests when properly selected and processed. USP Class VI certification confirms material safety for specific medical applications.
Polypropylene vs polyethylene toxicity
Neither polypropylene nor polyethylene exhibits significant toxicity in normal use. Both polymers consist of carbon and hydrogen without toxic elements. They remain chemically inert under typical application conditions.
Additives determine any toxicity concerns more than the base polymers. UV stabilizers, antioxidants, and processing aids require evaluation for food contact and medical use. Responsible manufacturers select additives approved for intended applications.
Thermal decomposition produces different byproducts from each material. Both polymers generate carbon dioxide and water vapor when completely combusted. Incomplete combustion creates more complex organic compounds. Proper ventilation prevents fume accumulation during processing.
Microplastic concerns affect both materials when released to the environment. Neither polymer biodegrades readily in natural conditions. Environmental persistence rather than acute toxicity represents the primary concern. Proper disposal and recycling mitigate environmental impacts.
Regulatory testing confirms safety for approved uses. Migration testing ensures food contact materials don’t transfer harmful substances. Extractables and leachables testing validates medical device materials. These protocols protect end users from potential toxicity.
Which is stronger, PP or PE?
Polypropylene delivers higher tensile strength than polyethylene. PP typically measures 30 to 40 MPa in tensile testing. HDPE provides 20 to 30 MPa, while LDPE offers only 10 to 20 MPa. This strength advantage makes PP preferable for load-bearing applications.
However, strength encompasses multiple properties beyond tensile values. Impact strength at low temperatures favors polyethylene significantly. HDPE maintains toughness down to -40°C. Polypropylene becomes brittle below 0°C without impact modifiers.
Stiffness correlates with strength but represents a separate characteristic. Polypropylene’s flexural modulus reaches 1,300 to 1,800 MPa. HDPE measures 800 to 1,200 MPa. Higher stiffness reduces deflection under load but may increase brittleness.
Application-specific strength requirements determine optimal material choice. Structural components requiring rigidity benefit from polypropylene. Parts needing impact resistance and flexibility perform better in polyethylene. Temperature exposure significantly affects comparative strength performance.
Is PP better than PE?
Neither material qualifies as universally better. Each polymer excels in specific applications based on requirements. Polypropylene outperforms polyethylene in heat resistance, stiffness, and fatigue resistance. Polyethylene surpasses PP in low-temperature toughness, chemical resistance to acids, and processing ease.
Temperature requirements often determine the better choice. Applications operating above 80°C require polypropylene. Products used in freezing conditions benefit from polyethylene. Singapore’s tropical climate favors PP for many outdoor applications due to heat exposure.
Cost considerations include both material and processing expenses. Polyethylene raw materials typically cost less per kilogram. Polypropylene’s lower density provides more parts per kilogram. Processing efficiency varies by application and production volume.
Performance requirements guide material selection more reliably than cost alone. Engineers evaluate mechanical properties, chemical resistance, regulatory compliance, and manufacturing constraints. The “better” material satisfies all critical requirements while optimizing cost and manufacturability.
Are PP and PE the same?
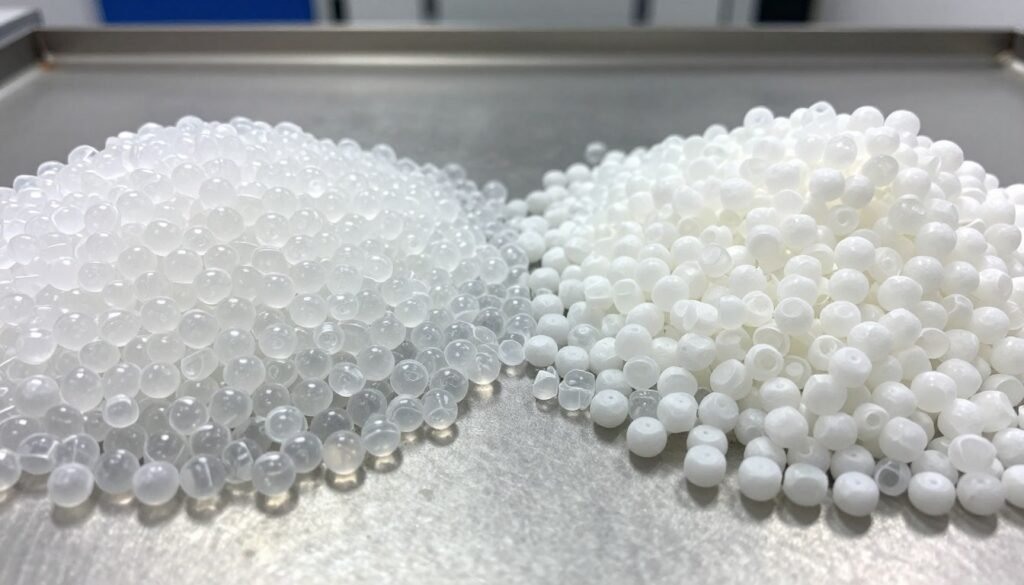
Polypropylene and polyethylene are different materials despite their similar names. Both belong to the polyolefin family and share carbon-hydrogen composition. However, their molecular structures differ significantly.
Polyethylene contains only ethylene monomers with two carbon atoms each. Polypropylene incorporates propylene monomers with three carbon atoms and a methyl side group. This structural difference creates distinct physical properties.
Performance characteristics diverge substantially between the materials. Polypropylene offers higher melting point, greater stiffness, and better fatigue resistance. Polyethylene provides superior low-temperature toughness and easier processing. These differences make them suited to different applications.
Recycling codes distinguish the materials. HDPE uses code #2, LDPE code #4, and PP code #5. Recyclers separate these materials because they require different processing conditions. Mixing PE and PP in recycling streams reduces recycled material quality.
What is the difference between PP and PE vs PS?
Polystyrene (PS) differs from both polyethylene and polypropylene in composition and properties. PS contains styrene monomers with benzene rings in its structure. This aromatic structure creates rigidity but also brittleness.
Polystyrene offers excellent clarity and easy processing at low cost. The material forms disposable cups, food containers, and protective packaging. However, PS shows poor impact resistance and limited heat tolerance compared to PP and PE.
Temperature performance separates these materials clearly. Polystyrene softens around 80°C to 100°C, similar to polyethylene. Polypropylene withstands higher temperatures up to 120°C. PS becomes brittle more easily than either polyolefin.
Chemical resistance varies significantly among the three materials. Polyethylene resists acids and bases effectively. Polypropylene tolerates organic solvents better. Polystyrene dissolves in many organic solvents, limiting its chemical resistance applications.
Environmental considerations differ for each material. PE and PP both recycle through established mechanical processes. PS recycling proves more challenging due to contamination and density issues. Expanded polystyrene (EPS) foam faces particular recycling obstacles.
Cost comparisons show polystyrene as the least expensive option. Polyethylene costs slightly more, with polypropylene typically highest. However, total application costs include processing, performance, and end-of-life disposal. Material cost alone rarely determines optimal selection.
Still Have Questions About PE vs PP Selection?
Connect with our materials engineering team for personalized guidance. We help you navigate complex material decisions and ensure optimal performance for your specific application.

