
Polyoxymethylene (POM), commonly known as Acetal POM, often referred to as “Super Steel,” is a cornerstone of high-precision engineering due to its exceptional rigidity and metal-like mechanical strength. While its durability is well-established, achieving peak performance in finished components depends entirely on a technical mastery of its thermal limits.
The melting point of POM is the decisive benchmark for establishing an optimized processing profile. Precise temperature control is essential: operating too close to the melting threshold risks incomplete plasticization, while exceeding it triggers thermal degradation that compromises structural integrity. Because POM is highly crystalline, its melting behavior dictates the cooling rates and dimensional stability required for critical applications like automotive gears and precision valves.
However, thermal stability varies significantly between Homopolymer (POM-H) and Copolymer (POM-C) variants. Understanding these crystalline differences is the first step in strategic material selection. The following analysis explores these thermal dynamics to provide a technical foundation for identifying the ideal POM resin for your industrial requirements.
POM-H vs POM-C: Understanding the Variations in POM Melting Point
Distinct molecular architectures differentiate Homopolymer (POM-H) from Copolymer (POM-C), directly dictating their respective melting behaviors and industrial performance. These structural nuances are the primary factors when evaluating resin suitability for high-precision applications.

POM-H: The High-Performance Benchmark
POM-H is characterized by a highly uniform, linear molecular chain that facilitates superior crystalline alignment.
- Melting Range: 172°C – 184°C
- Key Attributes: Enhanced surface hardness, superior tensile strength, and exceptional fatigue endurance.
- Ideal Applications: High-load mechanical components—such as precision drive gears and structural fasteners—where uncompromising rigidity under stress is essential.
POM-C: Stability and Processing Efficiency
In contrast, POM-C incorporates specific comonomer units into the polymer backbone, creating slight disruptions in the crystal lattice for enhanced stability.
- Melting Range: 160°C – 165°C
- Key Attributes: Superior long-term thermal stability, alkaline resistance, and a broader processing window.
- Ideal Applications: Complex mold geometries and high-volume manufacturing where minimizing thermal decomposition during extended cycle times is critical.
| Feature | POM-H (Homopolymer) | POM-C (Copolymer) |
| Melting Point | 172°C – 184°C | 160°C – 165°C |
| Crystallinity | Extremely High | Moderate / Controlled |
| Mechanical Strength | Premium / Peak Hardness | Standard / Reliable |
| Thermal Stability | Standard | High / Resists Degradation |
| Best For | Heavy-duty stress loads | Precision injection molding |
Understanding these divergent thermal profiles ensures that manufacturers can identify the precise POM grade necessary to balance mechanical demand with processing efficiency.
Our specialized portfolio of POM resins is engineered to meet these exacting standards, providing the optimal foundation for any precision-driven project.
Beyond the Melting Point: Key Factors Influencing Thermal Behavior
The nominal melting point provides an essential baseline, yet the actual thermal behavior of POM during industrial processing is dictated by several critical variables. Mastering these factors is indispensable for maintaining dimensional accuracy and preventing catastrophic material failure.
Molecular Weight and Rheological Dynamics
Molecular weight—quantified by Melt Flow Rate (MFR)—governs the solid-to-melt transition.
- Low MFR (High Viscosity): Requires higher shear energy. These grades manifest greater thermal inertia, necessitating precise torque management to avoid localized overheating during plasticization.
- High MFR (Easy Flow): Optimized for complex injection molding with faster cycles.
Reinforcements & Additives
Fillers modify thermal conductivity and flow behavior without changing the chemical melting point:
- Glass Fiber (GF): Increases Heat Deflection Temperature (HDT) but demands adjusted barrel profiles to compensate for altered heat absorption.
- Lubricants (PTFE/MoS₂): Improve wear resistance but require a narrower, more calibrated processing window.
Thermal Degradation Redline
POM is highly sensitive to thermal stress. Exceeding 230℃ or excessive residence time triggers rapid decomposition.
- Consequences: Release of formaldehyde gas, silver streaks (splay), and equipment corrosion.
- Solution: Rigorous monitoring of actual melt temperature is mandatory for high-precision components.
| Factor | Processing Impact | Selection Strategy |
| Viscosity (MFR) | Heat Uniformity | Match MFR to geometry complexity |
| Additives | Thermal Conductivity | Calibrate barrel temp per filler type |
| Temp Limit | 230℃ Max | Use resins with high thermal stability |
Maximize your yield with stable raw materials. Our premium POM portfolio is engineered with enhanced thermal stabilizers, providing a broader processing window to eliminate defects and reduce scrap rates in demanding environments.
Practical Processing Recommendations
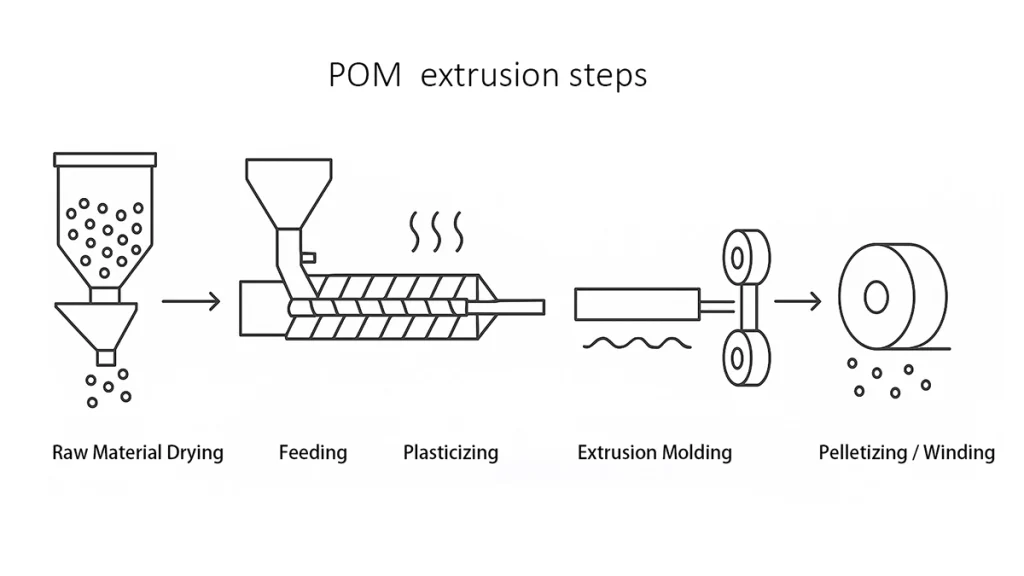
Achieving dimensional precision requires translating theoretical melting points into controlled processing parameters. As a specialized supplier, we recommend the following technical guidelines to ensure production line stability and component integrity.
Barrel Temperature Optimization
Industry standards dictate setting the melt temperature approximately 20°C to 30°C above the resin’s crystalline melting point.
- POM-C Profiles: Typically range from 185°C to 205°C.
- POM-H Profiles: Require higher settings, generally between 195°C and 215°C.A gradual heating profile across the barrel zones is essential to ensure homogenous melting while eliminating localized hot spots that trigger premature thermal degradation.
Managing Crystallinity via Mold Temperature
Mold temperature is as critical as melt temperature for highly crystalline thermoplastics like POM. To minimize post-molding shrinkage and internal stress, mold temperatures should be maintained between 80°C and 120°C. High mold temperatures facilitate complete crystallization, which is indispensable for attaining the “metal-like” hardness and long-term dimensional stability required for precision gears and automotive parts.
In-Process Quality Validation
Operators can verify temperature settings by performing an open-shot purge test. A high-quality POM melt must appear smooth, glossy, and free of bubbles or discoloration. Frothy textures or pungent odors indicate that temperatures have exceeded stable limits or residence time is excessive.
Consistent raw material quality is the primary safeguard against these costly production interruptions. Our POM resins are engineered for uniform melting behavior and batch-to-batch stability, providing a reliable foundation for high-yield, high-precision manufacturing.
Product Selection: Premium POM Resins for Industrial Use
Selecting the right POM grade is a strategic balance between the material’s thermal properties and the specific requirements of the end application. As a specialized distributor, we provide a comprehensive portfolio of POM resins engineered to deliver consistent melting behavior and superior processability across diverse industrial sectors.
High-Flow Series (Precision & Speed)
For thin-walled components and high-cavity molds typical in the electronics and consumer goods sectors, our high-flow POM grades offer exceptional melt mobility. These resins are designed to flash-freeze into precise geometries without compromising the crystalline integrity that POM is known for. Their narrow molecular weight distribution ensures that even at high injection speeds, the material maintains thermal stability near its melting point.
High-Viscosity & Reinforced Series (Strength & Durability)
For automotive structural parts and heavy-duty industrial gears, we supply low-melt-flow (high-viscosity) resins and reinforced composites.
- Glass Fiber Reinforced (GF): Engineered to significantly elevate the Heat Deflection Temperature (HDT), making them ideal for under-the-hood applications.
- Wear-Resistant Grades (PTFE/MoS2 Modified): These specialized alloys maintain the core thermal benefits of the POM matrix while providing ultra-low friction coefficients.
The Advantage of Premium Material Purity
The performance of a POM resin is only as reliable as its chemical purity. Our partnership with world-leading polymer manufacturers ensures that every batch of resin features minimal volatile content and high thermal oxidative stability. Unlike secondary or off-grade resins—which often exhibit fluctuating melting ranges and high gas emission—our premium POM resins provide a predictable, wide processing window. This consistency reduces machine downtime, minimizes scrap rates, and ensures that your final products meet the most stringent dimensional tolerances.
Conclusion

Precision engineering demands that the melting point of POM be viewed as more than a thermal specification—it is the operational pulse of your production efficiency. Whether utilizing the high-strength crystalline structure of POM-H or the robust thermal stability of POM-C, mastering these temperature dynamics is essential for achieving superior dimensional accuracy and eliminating costly material degradation.
Successful manufacturing, however, extends beyond analyzing data sheets. It requires a technical partnership with a distributor that deeply understands the nuances of polymer behavior. Identifying the ideal POM grade involves more than matching a melting point; it requires ensuring batch-to-batch consistency, chemical purity, and access to expert support. We do not simply distribute resin; we deliver integrated solutions engineered to secure the stability and continuity of your production lines.
Optimize Your Production Today:
- Download our POM Physical Property Comparison Chart – Access a specialized database featuring melting points, melt flow rates (MFR), and mold shrinkage percentages across our entire product portfolio.
- Leverage Our Engineering Expertise – If you are encountering challenges with splay, internal voids, or inconsistent cycle times, contact us for a personalized processing guide tailored to your specific mold and machinery.
Frequently Asked Questions (FAQ)
A:POM’s melting point is 175-185°C for homopolymers and 165-175°C for copolymers (ASTM D3418). This narrow range supports precise molding for components like gears and connectors, ensuring dimensional stability and strength.
A:POM is produced via catalytic polymerization of formaldehyde, forming a crystalline (CH₂O)ₙ structure. Homopolymers offer high strength (60-70 MPa, ASTM D638); copolymers enhance thermal stability. Precise reaction control ensures consistent melt flow index (2-30 g/10min, ASTM D1238), as noted in the article’s “Key Properties”.
A:Homopolymers provide higher crystallinity and strength (60-70 MPa, ASTM D638), ideal for gears. Copolymers, with a lower melting point (165-175°C vs. 175-185°C, ASTM D3418), resist thermal degradation, suiting connectors.
A:Uniform wall thickness prevents warpage in POM parts due to rapid crystallization (5-10 seconds at 150-160°C). Thin walls (1-3 mm) ensure dimensional stability (<0.8% moisture absorption, ASTM D570).
A:Controlled melting (195-215°C) and rapid crystallization create POM’s crystalline structure (up to 80%), enhancing wear resistance (friction coefficient ~0.2, ASTM D1894). As noted in “Melting Characteristics”, uniform cooling ensures smooth surfaces for bearings, per the “Applications”section.
A:Optimal processing involves controlling temperature (195-215°C), pressure (80-120 MPa, ASTM D955), and drying (<0.02% moisture). Match melt flow index (2-30 g/10min) to part design.




